| –{‘ج |
پ@‘¢Œ`‚ًچs‚¤‘•’uپ@پFپ@ƒxپ[ƒX‚حپwBlade-1پxپH
پ@ƒtƒ@پ[ƒ€ƒEƒGƒA‚جƒ^ƒCƒv‚حپAپwRepRap(Marlin/Sprinter)پxƒ‚ƒhƒLپAگ§Œنٹî”آ‚حRAMBo rev1.1b
پ@ƒ‚پ[ƒ^پ[ƒhƒ‰ƒCƒo‚حA4982پiƒIƒ“ƒ{پ[ƒhپj |
پ،“±“üژ‚ة—pˆس‚µ‚ؤ‚¨‚‚ئ—ا‚¢‚à‚ج : UPS‚ح•Kژù•iپBگê—p‚جƒpƒ\ƒRƒ“پBCubeX‘¤‚ًژQڈئپB
 |
 |
 |
پ@‘•’u“à‚جƒtƒٹپ[ƒXƒyپ[ƒX—ک—p
پ@‘O•û‚جچ¶‰E‚جƒtƒٹپ[ƒXƒyپ[ƒX‚ةپA
پ@پEƒhƒ‰ƒCƒoپ[ƒzƒ‹ƒ_پ[‚ًگف’u
پ@پE‰·“xپ^ژ¼“xŒv‚ًگف’u
پ@پE‘¢Œ`ٹm”F—p‚جƒvƒbƒVƒ…LEDƒ‰ƒCƒg‚ًگف’u
پ@پE‘¢Œ`•¨—â‹p—p‚جUSBƒtƒ@ƒ“‚ًژb’èگف’u
پ@پEٹؤژ‹—p‚جUSBƒJƒپƒ‰‚ًگف’u |
  |
|
 |
پ@’è”ش‚جƒNƒٹپ[ƒjƒ“ƒO“¹‹ï
پ@پEƒAƒ‹ƒRپ[ƒ‹ƒ{ƒgƒ‹‚ئƒLƒ€ƒڈƒCƒv
پ@پ@ƒuƒ‹پ[ƒeپ[ƒv‚ج–û‰ک‚êژوڈœ‚«‚إ’è’…•œŒ³ |
پ،’چˆسژ–چ€ : CubeX‚ج“±“üŒoŒ±‚©‚ç“ء•M‚·‚éژ–‚ھ‚ب‚¢پBCubeX‘¤‚ًژQڈئپB
پ،ڈ‰ٹْٹm”F : CubeX‚ج“±“üŒoŒ±‚©‚ç“ء•M‚·‚éژ–‚ھ‚ب‚¢پBCubeX‘¤‚ًژQڈئپB
پ،ƒtƒBƒ‰ƒپƒ“ƒg : Œ»ڈَ‚حƒ³1.75mm‚جPLAژ÷ژ‰‚جگüچق‚ج‚ف‚ج‘خ‰پBƒwƒbƒh‰·“x‚ھABSژ÷ژ‰‚ة‘خ‰‰آ”\‚©‚ح•s–¾پB‰·“xگف’è‚حڈمŒہ‚ھ210پژپiچإچ‚‰½“x‚ـ‚إڈم‚°‚ç‚ê‚é‚©‚ح•s–¾پj‚ب‚ج‚إپAABS‚ح–³—‚»‚¤پBپiBlade-1‚حABS‚ھ—ک—p‰آ”\پj [‘•’u‚جƒٹƒ~ƒbƒ^پ[‚ح250پژ’´‚¦‚إ’âژ~‚·‚é‚و‚¤‚¾پB]
(2013/11/15)
پ@“¯چ«‚ج”’‚جPLA‚جƒtƒBƒ‰ƒپƒ“ƒg‚¾‚ھپAٹù‚ة—ٍ‰»‚µ‚ؤ‚¢‚é‚ج‚©‚ح’è‚©‚إ–³‚¢‚ھپA”S‚è‚ھڈ‚ب‚چd‚¢پACubeX‚جƒJپ[ƒgƒٹƒbƒW‚ج‚à‚ج‚و‚è‚àŒa‚ھ‘¾‚–ٌ1.85پ`1.95mm‚إ‚ ‚éپB’l’i‚جچ·‚©پH
(2014/02/26)
پ@ڈپX‘O‚ة’ا‰ءچw“ü‚µ‚ؤ‚¢‚½ڈƒگ³•i‚جPLA‚جƒtƒBƒ‰ƒپƒ“ƒg‚ج—خ‚ئ”’‚إ‚ ‚é‚ھپA‚ئ‚è‚ ‚¦‚¸—خ‚ةٹض‚µ‚ؤ‚حگüŒa‚ھƒ³1.75mm‚إپA‚ي‚è‚ئڈ_“îگ«‚ھ‚ ‚éپB”’‚ح‘ٹ•د‚ي‚炸Œإ‚ك‚¾‚ھگüŒa‚حƒ³1.75mm‚إ‚ ‚ء‚½پB
(2014/03/02)
پ@’ا‰ءچw“ü‚µ‚½ڈƒگ³‚جPLA‚جƒtƒBƒ‰ƒپƒ“ƒg‚¾‚ھپAڈپXچي‚êˆص‚¢—l‚إپA‘¢Œ`’†‚ة•²‚ھ•¬‚—l‚ة‘•’u“à‚ً‰ک‚·پB
پ،ƒwƒbƒh : 1ƒwƒbƒh‚ج‚فپBٹg’£گ«‚ح‚ب‚³‚»‚¤پBƒmƒYƒ‹‚جŒٹ‚جŒa‚ح0.35mmپBCubeX‚و‚èڈعچׂب‘¢Œ`‚ھڈo—ˆ‚»‚¤‚إ‚ ‚éپB’A‚µپA‚و‚èپA‘¢Œ`ژٹش‚ھٹ|‚©‚é—vˆِ‚إ‚à‚ ‚éپB
(2013/11/15)
پ@ƒzƒbƒgƒGƒ“ƒh‚جƒAƒ‹ƒ~ƒuƒچƒbƒN‘¤‚ج•ذ•û‚جƒlƒWگط‚è‚ھ”nژ‚ة‚ب‚ء‚ؤ‚¢‚ؤپAƒlƒW‚ھ‹َ‰ٌ‚肵‚ؤ’÷‚ك•t‚¯‚ç‚ê‚ب‚¢ڈَ‘ش‚إ‚ ‚ء‚½پB‚»‚جˆ×پAگع’…چـ‚إŒإ’肵‚ؤ‚¢‚½‚و‚¤‚إ‚ ‚éپBپi•s—ا•i‚©پHپj
پ،‘€چىƒpƒlƒ‹ : –{‘ج‚ة‚ب‚µپBگع‘±‚µ‚½ƒpƒ\ƒRƒ“‚و‚è‘€چىپB
پ،‘¢Œ`ƒsƒbƒ`•تپ@‘¢Œ`گ¸“x : ƒXƒ‰ƒCƒTپ[‚جگف’èژں‘و‚ج‚ئ‚±‚ë‚ھ‚ ‚éپB(ٹî–{‚حپA‘¢Œ`ƒsƒbƒ`‚ھپA0.1mmپA0.2mmپA0.3mm‚ج—l‚إ‚ ‚é‚ھپAƒ}ƒjƒ…ƒAƒ‹‚إ‚ح0.01mmچڈ‚ف‚إ•دچX‰آ”\‚ج—l‚إ‚ ‚éپB)
(2013/11/15)
پ@‹@ٹB“Iگ¸“x‚ھ’ل‚¢‚ج‚إپAƒXƒ‰ƒCƒTپ[‚ج’ا‚¢چ‚ف‚إ‚à‰ü‘P‚ج—]’n‚ب‚µپB‚ق‚µ‚ëپA‹@ٹB“Iگ¸“x‚ًٹةکa‚·‚éگف’è‚©پAگ¸“x‚ً‹C‚ة‚µ‚ب‚¢‘¢Œ`•¨‚ً‘خڈغ‚ة‚µ‚½•û‚ھ—ا‚³‚»‚¤‚إ‚ ‚éپB
(2013/11/25)
پ@گEگlŒ|‚إ‰ًŒˆ‚µ‚ؤ‚à‚ç‚¢‚½‚¢پB
پ،چإ‘ه‘¢Œ`ƒTƒCƒY : 175پ~150پ~150‡o پiچ‚‚³پ~•پ~‰œچs‚«پjپBپiBlade-1‚حâ‘ج‚ھ‚ب‚¢‚ج‚إƒTƒCƒYƒAƒbƒv‚ج‘خ‰‚ھ‚ ‚éپBپj
(2013/11/15)
پ@چإ‘ه‘¢Œ`ƒTƒCƒY‚إ‚ ‚é‚ھپAچ‚‚³•ûŒü‚ح‚©‚ب‚è–عŒ¸‚è‚·‚é‰آ”\گ«‚ھ‚ ‚éپB
پ@Zژ²‚جŒ´“_ٹا—‚ھ–ˆ‰ٌگ”ƒ~ƒٹ‚جŒëچ·‚ھ‚ ‚èپA‚±‚جŒëچ·•ھ‚ھ‘¢Œ`چ‚‚³‚ً–عŒ¸‚è‚·‚é—vˆِ‚ة‚ب‚邽‚كپA‘¢Œ`چ‚‚³‚ح170mmˆت‚ھŒہ“x‚¾‚ئژv‚ء‚½‚ظ‚¤‚ھ—ا‚¢پBژ„‚حچX‚ة—]—T‚ً‚ف‚ؤ160mm‚إٹا—‚µ‚و‚¤‚ئژv‚¤پB‘ز‹@ˆت’u‚àچ‚‚³‚ً165mmˆت‚ةگف’è•دچX‚µ‚و‚¤‚ئژv‚¤پB
(2013/11/16)
پ@‚±‚جٹا—‚حپASCOOVO studio‚جƒvƒچƒOƒ‰ƒ€‚ةڈ‘‚«چ‚ـ‚ê‚ؤ‚¢‚é‚ج‚إپA‹N“®‚ج“x‚ة’l‚ھŒ³‚ة–ك‚èپAڈي‚ةڈCگ³‚ھ•K—v‚إ‚ ‚éپB
(2013/11/20)
’چپjƒfƒtƒHƒ‹ƒgˆبٹO‚ج–¼‘O‚إ“K—p‚·‚ê‚خپAژں‰ٌ‚©‚瓯‚¶گف’è‚إ‹N“®‚·‚éپB
پ@Rapetier-Host‚ح“K—p‚·‚é‚ئ’l‚ً•غ‘¶‚µ‚ؤژں‰ٌ‚©‚ç‚à“¯‚¶’l‚إ‹N“®‚·‚éپB
(2013/12/22)
پ@ڈC—’²گ®Œم‚إ‚حپA‘¢Œ`ƒTƒCƒY‚ھژd—l’ت‚è‚ئ‚ب‚èپAƒfƒtƒHƒ‹ƒg‚جگف’è‚إ‘¢Œ`‰آ”\‚ئ‚ب‚éپB
پ،ƒپƒ“ƒeƒiƒ“ƒX : ‚©‚ب‚肱‚ـ‚ك‚ةƒپƒ“ƒeƒiƒ“ƒX‚ھ•K—vپB
پ،ƒGƒ‰پ[ƒپƒbƒZپ[ƒW : گع‘±‚µ‚½ƒpƒ\ƒRƒ“‚ة•\ژ¦پB
پ،ƒ‚ƒjƒ^ƒٹƒ“ƒO : گع‘±‚µ‚½ƒpƒ\ƒRƒ“‚و‚胂ƒjƒ^ƒٹƒ“ƒO‰آ”\پBپiƒlƒbƒgƒڈپ[ƒN‚©‚ç‚à‰آپj
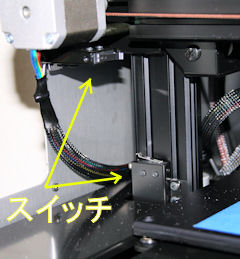
پ،ˆت’uŒˆ‚كƒZƒ“ƒTپ[ : X,Y,Z‚جٹeژ²‚ة‚O‚إ‚جƒ}ƒCƒNƒچƒXƒCƒbƒ`‚ھگف’uپBپiYژ²‚ح’ê‚ج“à•”پj |
ƒ\ƒtƒgƒEƒGƒA
SCOOVO studio |
پ@–{‘ج‚ًƒRƒ“ƒgƒچپ[ƒ‹‚µ‚½‚èپAٹؤژ‹‚µ‚½‚è‚·‚é•”•ھ‚ًٹـ‚ك‚½ƒtƒچƒ“ƒgƒGƒ“ƒh‚جƒ\ƒtƒgپB
پ@Repetier-Host‚»‚ج‚à‚جپB‘¼‚جƒtƒچƒ“ƒgƒGƒ“ƒh‚ھ—ک—p‚إ‚«‚é‚©‚ح•s–¾پB
پ@STLƒtƒ@ƒCƒ‹‚ً–{‘ج‚إ“ا‚فچ‚ك‚é‘¢Œ`ƒfپ[ƒ^‚ة•دٹ·‚·‚éƒXƒ‰ƒCƒTپ[‚ًƒRƒ“ƒgƒچپ[ƒ‹پBˆê”ت‚ةG-code‚ًگ¶گ¬‚·‚é‚à‚ج‚إ‚ ‚éپB‚ـ‚½پAG-code‚ج•زڈW‚à‰آ”\پB
(2013/12/28)
پ@‘¼‚جƒtƒچƒ“ƒgƒGƒ“ƒh‚à—ک—p‰آ”\‚ب‚à‚ج‚ھ‚ ‚é‚و‚¤‚¾پBگف’肳‚¦“Kگط‚ةچs‚¦‚خ‘½ڈ‚ج–â‘è‚ح‚ ‚é‚©‚à‚µ‚ê‚ب‚¢‚ھ—ک—p‰آ”\‚إ‚ ‚éپB
(2014/01/29)
پ@Cura 14.01‚à—ک—p‰آ”\‚إ‚ ‚éپB’A‚µپAG-code‚جگ¶گ¬‚ة—ک—p‚µ‚½‚¾‚¯‚إپA‘•’u‚جگ§Œن‚حژژ‚µ‚ؤ‚¢‚ب‚¢پBگ¶گ¬ژ‚جگف’è‚ھ‚ـ‚¾•sٹ®‘S‚¾‚ھپAگ¶گ¬‚µ‚½G-code‚إ‚ج‘¢Œ`‚ح–ـک_ڈo—ˆ‚éپB
(2014/02/01)
پ@‰½‚©‚±‚ج‘•’u‚ة‚حCura‚ئ‚ج‘ٹگ«‚ھ—ا‚³‚»‚¤‚إ‚ ‚éپB‚±‚؟‚ç‚ةڈو‚èٹ·‚¦‚و‚¤‚©‚بپH
(2013/12/03)
پ@‚±‚جƒ\ƒtƒgƒEƒGƒA‚إ‚حپAپw‚©‚ٌ‚½‚ٌگف’èپx‚ئپwƒAƒhƒoƒ“ƒXگف’èپx‚ًƒVپ[ƒ€ƒŒƒX‚ةگط‚è‘ض‚¦‚ؤ‘€چى‚إ‚«‚é‚ج‚إپAپwƒAƒhƒoƒ“ƒXگف’èپx‚إ—ک—p‚إ‚«‚é‹@”\‚ً—‰ً‚µ‚ؤ‚¨‚‚ئ—ا‚¢پB“ء‚ةپAچإڈ‰‚جSTLƒtƒ@ƒCƒ‹‚ج“ا‚فچ‚فڈَ‘ش‚ً•دچX‚µ‚½‚è‚·‚éڈêچ‡‚âG-Code‚جگ¶گ¬ڈَ‹µ‚ًٹm”F‚·‚é‚ج‚ة–ً—§‚آپB
(2013/12/28)
پ@ژوگà‚إ‚ج‰ًگà‚ج‹Lچع‚ھ–R‚µ‚¢‚ج‚ئپwHelpپx‚ھڈب—ھ‚³‚ê‚ؤ‚¢‚é‚إپA–{‰ئ‚جRepetier-Host‚إٹm”F‚·‚é‚©پA‘¼‚ج“ْ–{Œê‚ج‰ًگàƒTƒCƒg‚ًژQڈئ‚·‚é‚ئ—ا‚¢پB
(2014/01/07)
پ@–{‰ئ‚ج•û‚حپAƒoپ[ƒWƒ‡ƒ“ƒAƒbƒv‚³‚ê‚ؤپAژg‚¢ڈںژè‚ھŒüڈم‚µ‚ؤ‚¢‚邼پI |
پ،“®چىٹآ‹« : WindowsXPˆبڈمپiRepetier-Host‚حچX‚ةMacپALinux‚إ‚à“®چىپj
پ،ƒrƒ‹ƒhٹآ‹« : ƒXƒ‰ƒCƒTپ[‚ئ‚µ‚ؤپASlic3r(Skeinforge‚جگف’è‚ح–³‚¢)‚ھ—ک—p‰آ”\پB‘¼‚جƒXƒ‰ƒCƒTپ[‚ج‘خ‰‚ھ‰آ”\‚©‚ح•s–¾پB
(2013/12/28)
پ@ƒtƒ@پ[ƒ€ƒEƒGƒA‚ج‘خ‰‚ھ‰آ”\‚إ‚ ‚ê‚خپA‘¼‚جƒXƒ‰ƒCƒTپ[‚ً—ک—p‚·‚邱‚ئ‚ح‰آ”\‚إ‚ ‚éپB
(2013/11/15)
پ@Slic3r‚إ‚حپAچו”‚ج‘¢Œ`•¨‚ھڈب—ھ‚³‚ê‚éˆ×پAٹَ–]‚·‚é‘¢Œ`•iژ؟‚ھ“¾‚ç‚ê‚ب‚¢‚ج‚إپA‘¼‚جƒXƒ‰ƒCƒTپ[‚ًŒں“¢‚µ‚½‚ظ‚¤‚ھ—ا‚¢‚©‚à‚µ‚ê‚ب‚¢پB
پ@‚و‚ء‚ؤپA‚±‚جٹآ‹«‚حژ„‚ة‚ح•¨‘«‚è‚ب‚¢پB–ً•s‘«‚إ‚ ‚éپB
پ@ژc”O‚ھ‚ب‚ھ‚çپA‘•’u‚ًٹـ‚كƒXƒ‰ƒCƒTپ[‚جگف’è‚ج‚¨•×‹‚ةژg‚¤‚µ‚©‚ب‚³‚»‚¤‚إ‚ ‚éپB
پ،‘¢Œ`”حˆح : ƒXƒ‰ƒCƒTپ[‚جگف’èژں‘وپBٹî–{‚حچإ‘ه‘¢Œ`ƒTƒCƒY‚ةˆث‘¶‚·‚éپB
پ،ƒrƒ‹ƒhگف’è : ƒXƒ‰ƒCƒTپ[‚جگف’èژں‘وپBپw‚©‚ٌ‚½‚ٌگف’èپxپAپwƒAƒhƒoƒ“ƒXگف’èپx
پ،چإڈ‰‚ج‘¢Œ`ƒsƒbƒ` : ƒXƒ‰ƒCƒTپ[‚جگف’èژں‘وپB
پ،’†–،‚ج–„‚ك•û : Œ`ڈَ“™‚àٹـ‚كپAƒXƒ‰ƒCƒTپ[‚جگف’èژں‘وپB
پ،‘¢Œ`‚ةژg—p‚³‚ê‚éƒtƒBƒ‰ƒپƒ“ƒg‚ج—ت : ƒXƒ‰ƒCƒXŒ‹‰ت‚ئ‚µ‚ؤ‘¢Œ`‚إ‚ج‹Oگص‚جگدژZ‹——£‚ئ—eگد‚ھ•\ژ¦‚³‚ê‚é‚ج‚إپAگlژè‚إڈd—ت•دٹ·‚µ‚ؤژg—p—ت‚ًٹ„‚èڈo‚·پBپi“d‘ى‹@”\•tپj
پ،•،گ”‚جƒIƒuƒWƒFƒNƒg‚إچ\گ¬‚³‚ꂽSTLƒtƒ@ƒCƒ‹ : “ا‚فچ‚ٌ‚¾Œم‚ة•ھ—£‚·‚éژ–‚ھ‰آ”\‚إپA•ھ—£Œم‚ةŒآ•ت‚جچيڈœ‚âˆع“®پAٹg‘هپA•غ‘¶“™‚ھ‰آ”\پB |
| •ض—کƒAƒvƒٹ |
پ@STL•s‹ïچ‡Œںڈط‚âڈCگ³پASTLƒtƒ@ƒCƒ‹‚ج•ھٹ„‚ب‚ا
| MiniMagics |
‚±‚جƒ\ƒtƒg‚إ‚حŒںڈط‚ھ‰آ”\‚¾‚ھڈCگ³‚ح‚إ‚«‚ب‚¢ |
| MoNoGon |
‚±‚جƒ\ƒtƒg‚إ‚حŒںڈط‚âڈCگ³‚ح‰آ”\‚¾‚ھپAƒtƒ@ƒCƒ‹‚ج•غ‘¶‚ة‚ح‘خ‰؟‚ًژx•¥‚¤•K—v‚ھ‚ ‚é |
| netfabb |
‚±‚جƒ\ƒtƒg‚إ‚حŒںڈط‚âڈCگ³‚ھ‰آ”\‚إپASTLƒtƒ@ƒCƒ‹‚ئ‚µ‚ؤ•غ‘¶‚à‰آ”\‚إ‚ ‚é |
| Sketch Up |
‚±‚جƒ\ƒtƒg‚ح‚RDCAD‚جƒ\ƒtƒg‚إ‚ ‚é‚ھپAŒہ’è“I‚إ‚حچف‚é‚ھƒvƒ‰ƒOƒCƒ““™‚إSTLƒtƒ@ƒCƒ‹‚ج“ا‚ف/ڈ‘‚«‚ھڈo—ˆ‚é‚ج‚إپASTLƒtƒ@ƒCƒ‹‚جŒںڈط‹@”\‚ح‚ب‚¢‚ھپAڈCگ³‚âŒ`ڈَ‚ج’ا‰ء“™‚جچى‹ئ‚ھڈo—ˆ‚éپB’A‚µپASTLƒtƒ@ƒCƒ‹‚ج“ا‚فچ‚ف‚ح”ٌڈي‚ة’x‚¢پB |
| MeshLab |
‘½ژي‘½—l‚بƒtƒ@ƒCƒ‹‚جƒCƒ“ƒ|پ[ƒg‚âƒGƒNƒXƒ|پ[ƒg‚ة‘خ‰‚µپA•زڈW‹@”\‚àڈ[ژہ‚µ‚ؤ‚¢‚éپB•ھ‚©‚è‚â‚·‚¢“ْ–{Œê‚جƒ}ƒjƒ…ƒAƒ‹‚ھ‚ ‚é‚ئ—ا‚¢‚ج‚¾‚ھپB |
| Photoshop CC |
—L—؟‚جƒ\ƒtƒg‚¾‚ھپA“ئژ©‚جƒTƒ|پ[ƒgچق”گ¶‹@”\‚ب‚اپA‹@”\“I‚ة—D‚ê‚ؤ‚¢‚éپB |
| Meshmixer |
“ئژ©‚جƒTƒ|پ[ƒgچق”گ¶‹@”\‚ب‚ا‚ھ‚ ‚èپAƒ}ƒjƒ…ƒAƒ‹‚إ‚ج’ا‰ءپEچيڈœ“™‚ھ‰آ”\پBŒ©‚½–ع‚حˆ«‚¢پB |
پ@ |
| ‘¢Œ` |
پ،‘¢Œ`‘OŒمڈˆ— : ƒپƒ“ƒeƒiƒ“ƒX‚ًٹـ‚كپA‘¢Œ`‚جٹJژn‚âڈI—¹‚إ‚جٹm”F‚âچى‹ئ‚ھ•K—vپB‚ـ‚½پAƒxƒbƒg‚ض‚جƒeپ[ƒv‚ج’£‘ض‚¦“™‚ھ‚ ‚éپB
پ،‘¢Œ`ژ‚جچH•v : Œ»ڈَ‚إ‚حپA‹گ§‹َ—â‚ً’ا‰ء‚·‚é•K—v‚ھ‚ ‚éپB‚ـ‚½پAƒtƒBƒ‰ƒپƒ“ƒg‚ج‘—‚è•û‚ًچH•v‚·‚é•K—v‚ھ‚ ‚éپB2011/10/11‚جژd—l•دچX‚إ•s—v‚ة‚ب‚é‰آ”\گ«‚ ‚èپB
(2013/12/28)
پ@“–ڈ‰‚ج‹گ§‹َ—â‚حƒGƒNƒXƒgƒ‹پ[ƒ_ٹضŒW‚ج•s‹ïچ‡‘خچô‚جˆ×‚إ‚ ‚ء‚½‚ھ‚±‚ê‚ح•s—v‚إپA‚ق‚µ‚ë‘¢Œ`•¨‚ج’~”M‚ة‚و‚é•iژ؟’ل‰؛‘خچô‚âƒIپ[ƒoپ[ƒnƒ“ƒOٹةکa“™‚ة‹گ§‹َ—â‚ھ•K—v‚ب—l‚إ‚ ‚éپB
پ@ƒtƒBƒ‰ƒپƒ“ƒg‚ج‘—‚è•û‚جچH•v‚¾‚ھپA“–•û‚إ‚جƒAƒ_ƒvƒ^پ[“™‚ج’ا‰ء‚إ–â‘è‚ح‰ü‘P‚µ‚ؤ‚¢‚éپB‚ـ‚½پAƒXƒ‰ƒCƒTپ[‚جگف’è‚جŒ©’¼‚µ‚إپAƒwƒbƒh‹l‚è‚â‘—‚è‚ج‘ط‚è“™‚à‰ü‘P‚µ‚ؤ‚¢‚éپB
پ@ڈC—’²گ®‚ًچs‚ء‚½ژ–‚à‚ ‚èپAژd—lڈم‚ج‘•’u—R—ˆ‚ج‘¢Œ`–â‘è‚ح‚ظ‚ع‰ü‘P‚µ‚ؤ‚¢‚éپB
پ،ƒfƒUƒCƒ“ƒ‹پ[ƒ‹ :پ@ƒXƒ‰ƒCƒTپ[‚جگف’èژں‘و‚إپA‚©‚ب‚胋پ[ƒ‹‚ھٹةکa‚³‚ê‚é‰آ”\گ«‚ھ‚ ‚éپB
پ،‘¢Œ`ƒfپ[ƒ^ : ‚RDƒvƒٹƒ“ƒ^پ[‚إˆê”ت“I‚ة—p‚¢‚ç‚ê‚éG-codeپBگê—p–½—ك‚ھچف‚é‚©‚ح•s–¾پB
پ،ƒ‰ƒtƒg: ƒXƒ‰ƒCƒTپ[‚إ‚جژw’èژں‘وپB
پ،ƒTƒ|پ[ƒg: ƒXƒ‰ƒCƒTپ[‚إ‚جژw’èژں‘وپB
پ،‘¢Œ`ژٹش : ‘•’u“ء—L‚ج‘¢Œ`ژٹش‚ً‰„‚خ‚·—vˆِ‚ح‚ب‚¢پBG-codeژں‘وپB
پ،‘½گF‘خ‰ : ƒtƒBƒ‰ƒپƒ“ƒg‚ًŒًٹ·‚·‚邱‚ئ‚إ‰آ”\‚¾‚ھپA‘wٹشٹu‚ئ‚ب‚é‚ج‚إ•ھٹ„‘¢Œ`‚µ‚½•û‚ھٹشˆل‚¢‚ب‚¢پBŒم‚إ‘g‚فڈم‚°‚ê‚خ—ا‚¢‚±‚ئ‚إ‚ ‚éپB
پ،‘¢Œ`ƒ~ƒX‚حƒٹƒJƒoƒٹپ[‚³‚ê‚ب‚¢ : چ،‚ج‚ئ‚±‚ëƒٹƒJƒoƒٹپ[‚·‚é‘•’u‚حپA‚±‚جƒNƒ‰ƒX‚إ‚ح‘¶چف‚µ‚ب‚¢پB
پ،‘¢Œ`ƒTƒ“ƒvƒ‹
‹K’èٹO‘¢Œ`ƒsƒbƒ`ٹm”F(2014/03/01Œ»چف)
| ‘¢Œ`ƒsƒbƒ` |
‘¢Œ`ٹm”F |
‘¢Œ`ڈَ‹µ |
‘¢Œ`•iژ؟ |
‹گ§—â‹p |
‘¢Œ`
ƒTƒ“ƒvƒ‹ |
ƒRƒپƒ“ƒg |
| 0.25mm(250ƒت) |
پ› |
پ› |
پ¢ |
پH |
—L‚è |
|
|
|
|
|
|
|
|
| 0.08mm(80ƒت) |
|
|
|
|
|
‘¢Œ`‰آ”\ |
| 0.075mm(75ƒت) |
پ› |
پ› |
پ› |
•Kگ{ |
—L‚è |
•iژ؟Œüڈم‚ج’ا‚¢چ‚ف‚ح‰آ”\ |
| 0.07mm(70ƒت) |
|
|
|
پ« |
|
‘¢Œ`‰آ”\ |
| 0.06mm(60ƒت) |
پ› |
پ› |
پ¢
’چ) |
پ« |
|
‘¢Œ`‰آ”\
’چ) Cura‚جٹبˆصگف’è‚ة‚ؤ |
| 0.05mm(50ƒت) |
پ› |
پ› |
پ› |
•Kگ{ |
—L‚è |
•iژ؟Œüڈم‚ج’ا‚¢چ‚ف‚ح‰آ”\ |
| 0.04mm(40ƒت) |
|
|
|
پ« |
|
‘¢Œ`‰آ”\ |
| 0.03mm(30ƒت) |
|
|
|
پ« |
|
‘¢Œ`‰آ”\ |
| 0.025mm(25ƒت) |
پ› |
پ› |
پ¢ |
•Kگ{ |
—L‚è |
•iژ؟Œüڈم‚ة‚حŒہٹE‚ًٹ´‚¶‚éپBƒsƒbƒ`‚ج‰¶Œb‚ح‚ب‚¢پB |
| 0.02mm(20ƒت) |
پ› |
پ› |
پ¢ |
پ« |
—L‚è |
‘¢Œ`‰آ”\(ڈم‹L“¯—l) |
| 0.015mm(15ƒت) |
پ› |
پ~ |
پ| |
پ« |
|
–³—‚ء‚غ‚¢(Slic3r) |
| 0.015mm(15ƒت) |
پ› |
پ› |
پ¢ |
? |
—L‚è |
–^ABS‚ئKISSlicer‚إ‚ج‘g‚فچ‡‚ي‚¹(2014/06/18) |
0.01mm(10ƒت)
گد‘wچ‚‚³0.5mmˆب‰؛‚إ—ک—p‰آ”\ |
پ› |
پ~ |
پ| |
پ« |
|
–³—‚ء‚غ‚¢(Slic3r) |
| پ~ |
پ| |
? |
—L‚è |
“fڈo‚µ‚ھ‘ط‚é‚ج‚إ–³—
Cura‚ة‚ؤ(2014/02/05) |
| 0.01mm(10ƒت) |
پ› |
پ¢ |
پ~ |
? |
—L‚è
‚»‚ج‘¼ |
’ا‰ءچw“ü‚µ‚½ڈƒگ³•i‚جPLA—خ‚ج•iژ؟‚ئKISSlicer‚جGƒRپ[ƒhگ¶گ¬ڈَ‹µ‚ئ‚ج‘ٹڈوŒّ‰ت‚ب‚ج‚©پA‘¢Œ`‰آ”\پB |
| 0.01mm(10ƒت) |
پ› |
پ› |
پ¢ |
? |
—L‚è |
–^ABS‚ئKISSlicer‚إ‚ج‘g‚فچ‡‚ي‚¹(2014/06/18) |
|
| ƒTƒ|پ[ƒg‚جڈœ‹ژ•û–@ |
پ،ƒuƒŒƒCƒNƒAƒEƒFƒC‚إ‚جڈœ‹ژ |
ژdڈم‚°
|
پ،•\–تڈˆ—
پ@‚ا‚¤‚µ‚ؤ‚àگد‘w‘¢Œ`‚إ‚حپA‚»‚ج•\–ت‚ة–¾‚ç‚©‚بژبپX‚ھژc‚éپBژèگG‚è‚à‚»‚ج“ت‰ڑ‚ھٹ´‚¶ژو‚ê‚éˆت‚إ‚ ‚éپB‚ـ‚½پA’ê‚âڈم–ت‚ب‚ا‚ح‚¯‚µ‚ؤڈo—ˆ‚ج—ا‚¢ڈَ‘ش‚ة‚ح‚ب‚ç‚ب‚¢پB
پ@‚»‚±‚إپAچإڈI“I‚ة‚حژdڈم‚°‚ھ•K—v‚ة‚ب‚éپB
پ@ژdڈم‚°‚ة•K—v‚ب‚à‚ج‚ً‹“‚°‚ؤ‚ف‚½پB
(2013/12/28)
پ@SCOOVO C170‚إ‚حپAڈم‰؛ˆع“®—p‚جƒlƒW‚جچa‚جچگص‚à•\–ت‚ةŒ»‚ê‚éپB
پ،èk‚ھ‚¯ : ABSژ÷ژ‰‚و‚è‚حPLAژ÷ژ‰‚ج•û‚ھچي‚è“ï‚¢پB
پ،èW : PLAژ÷ژ‰‚ج•\–ت‚ًٹٹ‚ç‚©‚·‚éˆ×پAèWپi120پژˆت‚ج‰·“xگف’èپj‚ً—ک—p
پ،—nچـ : PLAژ÷ژ‰‚حچ،‚ج‚ئ‚±‚ë•s–¾پB
(2012/02/08)
پ@SCOOVOڈƒگ³•i‚ج“¯چ«‚جPLA‚ج”’‚حƒAƒZƒgƒ“‚إ—n‚¯‚é‚و‚¤‚¾پB‰½‚â‚çگ¬•ھ‚ھˆظ‚ب‚é—l‚إ‚ ‚éپB
پ،گع’… : PLAژ÷ژ‰‚إ‚àڈuٹشگع’…چـ‚ح”ؤ—pگ«‚ھ‚ ‚éپBPALگê—p‚ج‚à‚ج‚حچ،‚ج‚ئ‚±‚ë•s–¾پB
پ،“h‘• : PLA‚حچ،‚ج‚ئ‚±‚ë•s–¾پB
پ،ƒRپ[ƒeƒBƒ“ƒO : —p“r‚ةچ‡‚ي‚¹‚ؤپA—ک—p‚·‚ׂ«‚إ‚ ‚éپBپi–hگ…‘خچô‚ب‚اپj |