 |
 |
 |
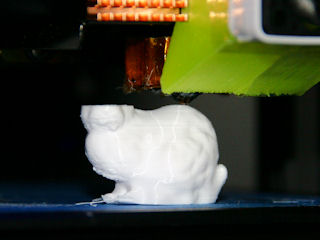
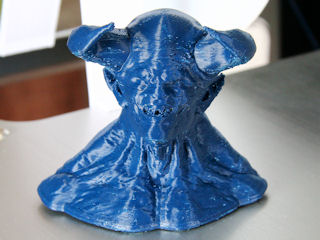
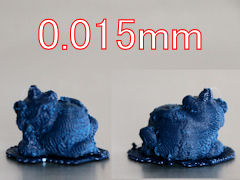
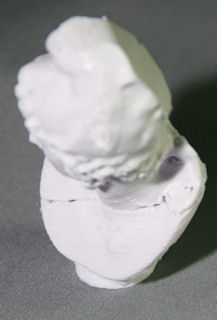
造形時間は3h33m、6.0g(+6.7gサ)。簡易サポート除去状態。 小さくすると、肉体美がだいなしだね。 |
CubeXでの造形サンプル / SCOOVO C170改での造形サンプル / FABtotum(FDM)サンプル
SCOOVO C170の問題点 / SCOOVO C170の改善、改良、改造情報
(2015/01/13)
造形データがあがっていたので、
サイズは50%、スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.15mm、中味20%、サポートあり、ラフトなし、冷却あり、フィラメントは純正PLA緑。
https://www.mono-logue.com/item/detail/10222
|
|
|
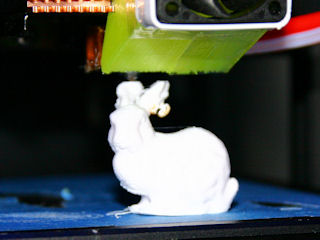
造形時間は3h33m、6.0g(+6.7gサ)。簡易サポート除去状態。 小さくすると、肉体美がだいなしだね。 |
(2014/12/17)
ちょっと、気になる比較があったので、試しに造形してみる。
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味20%、サポートなし、ラフトなし(ブリムあり)、冷却なし、フィラメントは3DcreatorsABS黄。
相変わらずベッドは温めていないので、下部は反り気味。
http://www.thingiverse.com/thing:33974
 |
 |
 |
 |
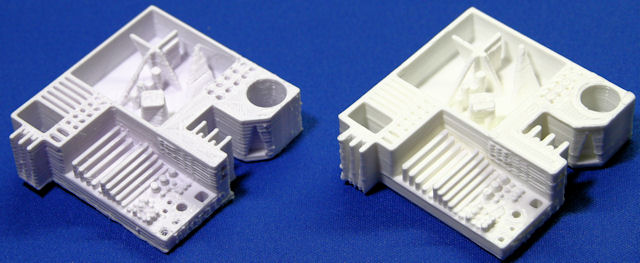
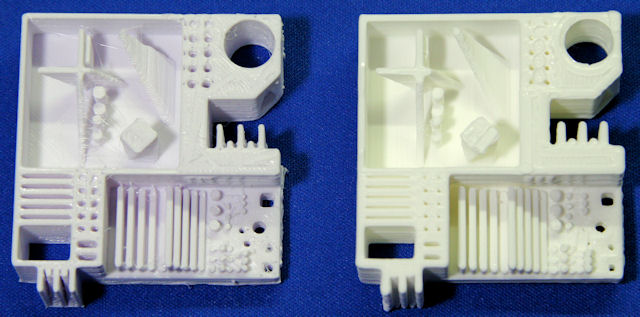
| 造形時間は1h13m、7.0g。簡易サポート除去状態。 何故、比較対象に優劣が見られるのか不思議なのだが。 |
|
(2014/12/19)
なんとなく比較の対象が最高品質の様な感じがするので、本装置でも品質の限界近くの0.05mmピッチで造形を行ってみる。
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.05mm、中味20%、サポートなし、ラフトなし(ブリムあり)、ダミー造形付(KISSlicerのPrime Pillar)、冷却なし、フィラメントは3DcreatorsABS黄。
相変わらずベッドは温めていないので、下部は反り気味。
ところで事前の造形物は設定が間違っていて、結果として太めに仕上がる設定になっていた。同一PCでCubeX用とC170用をフォルダー分けでKISSlicerを起動してるけど、ローカル環境では定義順序が干渉し合うのを忘れてたのでした。お粗末。
 |
 |
 |
 |
 |
 |
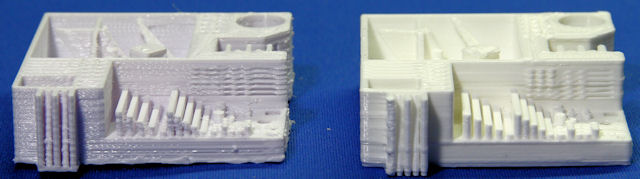
| 造形時間は5h41m、6.6g(+1.4gブ・ピ)。簡易サポート除去状態。 薄く造形する為、比較的熱が下層に伝わり易く、特に最後の方は集中している為、融かしてしまう不具合があった為、ダミー(ピラー)を設けて冷却の時間稼ぎを施している。(自動で冷却ファンが回転出来ればいらないのだが...。) 溶融温度の設定が低すぎたようで、割れや表面の不出来などの不具合がある。 エクストルーダの分解能は変更されていないので、吐出しが適切に制御出来ない為、鱗状の模様が出てしまう。そろそろ、エクストルーダの変更が必要だね。 |
|
(2014/11/17)
久々にCuraにて造形を試みる。
スライサーはCure(V14.09)でOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートあり、ラフトなし、冷却あり、フィラメントは純正PLA緑。
http://www.thingiverse.com/thing:523558
 |
 |
 |
 |
 |
 |
| 造形時間:3h56m、16.0g(+6.3gサ)、簡易サポート除去状態。 鰭の部分で空中造形があって出来が悪いが、比較的安定した造形結果と思われる。 |
|
(2014/11/09)
ドライブギヤを市販のMK7ドライブギヤ0.7mmの物に交換しての造形確認。
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味12.5%、サポートなし、ラフトあり、冷却あり、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:269072
 |
 |
 |
 |
 |
造形時間:2h50m、12.0g(+1.3gサ)、簡易サポート除去状態。 今までの0.2mmピッチでの造形と比べれば、明らかに出来が良いのかな? 意外とメッシュミキサーのサポート対応は出来が良いかもしれない。 それにしても、純正PLA白のフィラメントは縞々が目立つね。それとオーバーハングにはめっきり弱いし、反り上がる。 吐出し量は、100%位で良さそうだ。 |
(2014/11/05)
造形途中で、フィラメントの詰まりが発生したと思ったら、ドライブギヤが所定の位置から抜けてズレていたので、この際だから中華のドライブギヤと交換しました。
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味16.7%、サポートあり、ラフトなし、冷却あり、フィラメントは純正PLA白。
造形対象をカットし、一匹のみとしました。
http://www.thingiverse.com/thing:135907
 |
| 造形時間:2h35m、14.7g(+?gサ)、簡易サポート除去状態。 モコモコ感でてるかな? |
(2014/11/07)
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.1mm、中味10%、サポートあり、ラフトなし、冷却あり、フィラメントは純正PLA白。
 |
 |
(2014/10/20)
リクエストがあったので、C170で造形。
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートなし、ラフトなし、冷却あり、フィラメントはPolymakr
PolyPlusオレンジ。
http://www.thingiverse.com/thing:495102
 |
 |
 |
造形時間:6時間01分、47.0g、ヘタは水性ホビーカラーで着色 溶融温度は190℃以下 別途、キャンドルライト導入 (2014/10/23) 多分、塗装の鉄則だと思うけど、塗装の前に造形物を洗浄して汚れや油分を取り除き、よく乾燥させてから行うと、大抵の物は塗料が定着するよ。 とりあえず、500円貰えた。(ほぼ材料代だね。) |
(2014/10/19)
なんか「SCOOVOだと...多分無理です」という事が囁かれているので、試しに造形してみる。
サポート嫌いな小生にとっては、この様なサポートなしの方がうれしい。(下のPLAの造形では、サポートが同じ位付ける設定経験がなかった。)
サイズは50%、スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味5%、サポートなし、ラフトなし、冷却なし、フィラメントは3DcreatorsABS黒。
ちなみに、事前にカイロでベッドを余熱しておこうと思ったけど、わすれていた。
http://www.thingiverse.com/thing:479949
 |
 |
 |
 |
 |
 |
| 造形時間1時間27分、8.6g オーバーハングの部分だけど、角もそうだけど後頭部の付け根あたりもダメでしたね。溶融温度230℃では、まだ高すぎのようです。 でも、ABSだとオーバーハングに余裕があって本当に造形し易いんだよな〜。でも、PLA専用機なんだよねC170って。まあ、C170でこれだけ出来るのだから、X9シリーズでも大丈夫でしょう。X4はPLA専用機だから推奨はしない。 |
|
(2014/10/18)
同モデルでの造形サンプルの見本ともいえる物の紹介があったので、挑戦してみる。
サイズは60%、スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味25%、サポートあり、ラフトなし、冷却あり、フィラメントは純正PLA白(該当のPLAフィラメントは販売終了で新たなものが価格UPで紹介されている)。
http://www.thingiverse.com/thing:220052
 |
 |
 |
 |
| 造形時間:?、13.2g(+9.4gサ)、簡易サポート除去状態。 同一アングルに近づけようとしたが、ちょっと違うかも。 まだまだ、修行が足りないようだ。 それにしても、純正PLA白はめちゃくちゃ反りあがってしまうんだよな〜。 |
|
(2014/10/27)
PLAでのサポートなし造形の見本ともいえる物の紹介があったので、挑戦してみる。
C170は自分の出来る範囲(メーカーに依頼し調整させる等も含め)でしか改善出来ていないのでこの程度で、これが現状の実力なのかな。まだまだハードには、改善の余地があるようだが、そこまでの的確な指示が出来る能力は現状では多分身に付いていないし、身近に信頼できる職人もいない。
少なくとも、ハードが弄れる能力がなくても、ベストではないがこの程度までは何とかなるのではないだろうか。
スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.2mm、中味25%、サポートなし、ラフトなし、冷却あり、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:87907
 |
 |
 |
 |
| 造形時間:?、25.2g。 同一アングルに近づけようとしたが、ちょっと違うかも。 それにしても、純正PLA白はめちゃくちゃオーバーハングに弱い。他社のフィラメントだとこんなに苦労しないだけどな〜。 |
|
(2014/10/16)
装置のファンの風の当たりの抑制を行って、PID制御値を更に追い込んで溶融温度安定化出来たので造形確認してみる。
溶融温度の設定は235℃で造形を行ってみた。
サイズは150%、スライサーはKISSlicer(V1.4.5.10)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートなし、ラフトなし(Brim)、冷却なし、フィラメントは3DcreatorsABS黒。
http://www.thingiverse.com/thing:144775
 |
 |
| 造形時間7時間10分、40.0g(+0.5gブ)、造形直後の状態。接着の弱いところが耐え切れずに反ってしまっている。 ほったらかし造形なので、後半温度下げたほうが良かった部分があるが。 ヒートベッドでないので、造形開始付近が急速冷却され層間で剥がれ易い。 とりあえずABS利用での造形が安心して作業出来る様になった。 そういえば、Zippoのカイロの小型版を利用して、ヒートベッド代わりの余熱用にしてみよう。 |
|
 |
| バーナー部分は同じの様だけど、サイズはオリジナルの半分位で、Zippoライターより一回りくらい大きいサイズ。 60℃位には温まる。(株)川崎精機製作所製。 ベッドの隅に置いて、その対角側が38℃位に温められている様だ。もう少し上げるには、単に置くだけでなくて伝導状況を改善しないとダメだね。 |
(2014/09/17)
装置の溶融温度設定もある程度安定化出来ているので、今まで溶融温度低下部分での造形時の割れを減少できるか確認してみる。
溶融温度の設定は242℃で造形を行ってみた。
スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートなし、ラフトなし(Brim)、冷却なし、フィラメントは3DcreatorsABS黒。
http://www.thingiverse.com/thing:399545 ← 以前にダウンロードした時(rook_fixed_v3.stl)の物と中味が変わっているようだ。
 |
 |
 |
 |
| 造形時間3時間26分、15.7g(+0.3gブ)、簡易サポート除去状態。 造形時の割れは防止できている。多少の力では層間で剥がれない。 サポートを使わなかったので、オーバーハング部分のダレが見られるが、マシな方。 ところで、Simplify3DはV2.1.2があるようだが、アップデートがされないのは何故なんだろう。 |
|
C170は基本PLA専用機なんだけど、溶融温度の設定範囲内で利用できるABSなら造形出来る事は何処かにも書いているが、特にヒートベッド無しで、ブルーテープのみでもブリムなどの反り防止対策が利く範囲では造形が可能だと思う。成功率を上げるならヒートベッドはあった方が良いのだろうが、経験が無いのでわからない。
(2014/09/02)
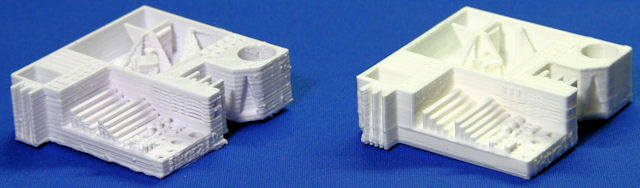
某X4ユーザーの定番の造形物のSTLデータを入手出来たので、自論(前後に分割)の検証をしてみた。
スライサーはCura(V14.07)でOctoPrint経由、造形ピッチ0.1mm、中味10%、サポートあり、ラフトなし(Brim)、冷却あり、フィラメントはサインスマートPLA白。同時に造形。
 |
 |
 |
 |
| 造形時間7時間25分、24.8g(+1.1gサ・ブ)、簡易サポート除去状態と、Pitテープのりで仮組み。 サポートはほとんど発生していない。 分割すると、組み上げるのに少々腕がいるし、組み上げ後の処理も必要だけど、ディテールの面では、希望する所を優先できる。 最初、ABSでやろうと思いBrimを指定していたが、PLAにしてしまったので無駄でした。 ABSだともう少しディテールがハッキリ出る。(Curaだと、少々ディテールが甘くなるが。) |
|
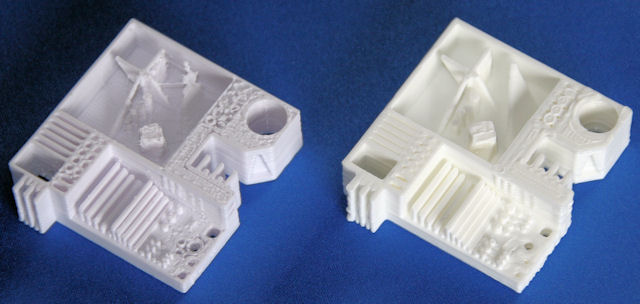
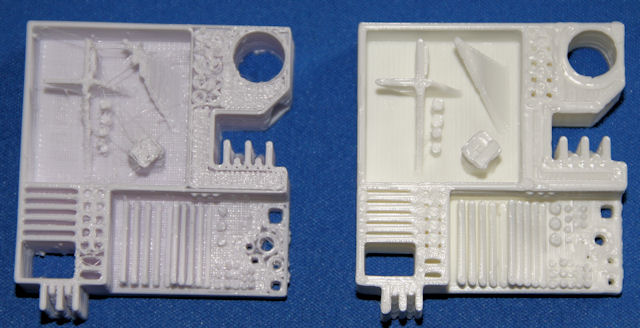
(2014/08/21)
某X4ユーザーが混迷している造形物のSTLデータを入手出来たので、自論(上下逆さま)の検証をしてみた。
サイズは元の50%で、スライサーはCura(V14.07)でOctoPrint経由、造形ピッチ0.1mm、中味10%、サポートあり、ラフトなし、冷却あり、フィラメントは純正PLA白。
 |
 |
 |
 |
 |
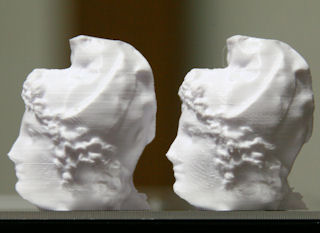
冷却ありなんだけど、溶融温度が高いのとちょっと中味のオーバーラップが多めで、オーバーハング部がメタメタになっている。 顔の出来は、上下逆さまの方が出来が良いし、袖の出来も良い。頭部の髪型も見た目は良が頭頂部側はサポートが付き過ぎて良い出来ではない。 概ね、上下逆さまの方が良さそうなので、等倍の造形を試みてみる。 |
スライサーはKISSlicer(V1.1.0.14)でOctoPrint経由、造形ピッチ0.1mm、中味10%、サポートあり、ラフトあり、冷却あり、フィラメントは純正PLA白。
造形は上下逆さま。
 |
 |
造形時間2時間11分、5.7g(+1.5gラ・サ)、簡易サポート除去状態。 やっぱり肩の出来が悪いので、もう少し速度を落として造形した方が良さそうであるが、ディテールはこれ位は出るよ。 Z軸の昇降時のガタを何とかしないと、縞々は消えそうにないね。確か消しゴムを挟み込めば安定化する筈。 |
スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.1mm、中味10%、サポートあり、ラフトあり、冷却あり、フィラメントは純正PLA白。
造形は上下逆さま。
 |
 |
 |
 |
| 造形時間2時間54分、7.1g(+2.5gラ・サ)、簡易サポート除去状態。 Simplifyのラフトはデフォルトだと、とんでもなく立派な物を造形する。 |
|
(2014/08/22)
造形に関しては、一体造形が醍醐味だけど、品質を優先する部分を明確にして、それ以外は犠牲にする様な事を考えないと、全てが旨く造形出来る条件はなかなか見つからないもの。(こう書くと、見つけ出す輩が出てくるけどね。でも、それって実用的なのかな?)
これに関しては個人的には、分割をした方が良いと思う。
 |
(2014/08/23)
オーバーハング部分の造形時の反り上がりの件だが、基本発生するのでそれを少しでも押さえ込む為に、PLAでの造形時はインフィルの埋め込み量を増やす事で、周辺部の押さえ込み(形状をより安定化)をはかる方法がある。また、生成されるインフィルのパターンや発生角度も重要で目的の反り上がり部分を支持するようにしなければならない。(これに冷却が加われば鬼に金棒。)
上記のKISSlicerとSimplifyとではインフィルの指定は共に10%だが、Simplifyの方が細かく(倍位)発生しているので、比較的反り上がりを防いで肩の出来が良くなっている。
このように、中味の生成パターンも重要なので、Gコード生成時の確認をしておく事が重要である。
ちなみにABSは中味を増やすと反り上がりが顕著になるので、むしろインフィル量を減らしたほうが有利な面もある。
(2014/08/24)
一応、CuraとSlic3rでの造形結果を載せないと依怙贔屓であり不公平になるのと、有料ソフトの有用性の宣伝をするつもりはないので、上記の実証がてらSlic3rでインフィルの量を増量してオーバーハングの仕上がりを確認している。当然、造形時間は長くなってしまうが。
 |
 |
スライサーはCura(V14.07)でOctoPrint経由、造形ピッチ0.1mm、中味15%、サポートあり、ラフトあり、冷却あり、フィラメントは純正PLA白。 造形は上下逆さま。 造形時間2時間31分、6.9g(+1.8gラ・サ)、簡易サポート除去状態。 |
 |
 |
スライサーはSlic3r(V1.1.7)でOctoPrint経由、造形ピッチ0.1mm、中味25%、サポートあり、ラフトあり、冷却あり、フィラメントは純正PLA白。 造形は上下逆さま。 造形時間4時間31分、9.7g(+0.8gラ・サ)、簡易サポート除去状態。 (2014/09/29) よくよく振り返ってみたら、Slic3rでのサポート付造形経験が殆どなかったのでした。(サポート嫌いで無視してた。) サポートに関してはCuraでの利用が取っ掛かりでした。 |
 |
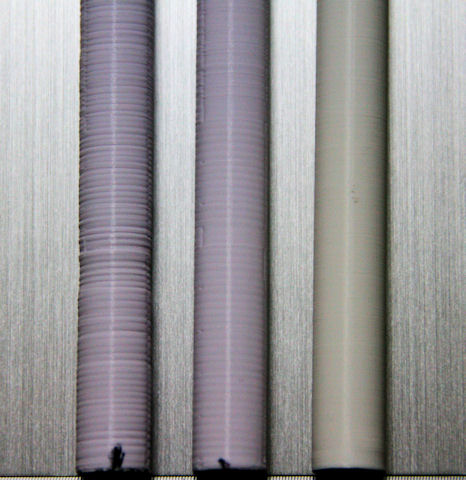
左から、KISSliser(infill:10%)、Cura(infill:15%)、Slic3r(infill:25%)、Simplifiy3d(infill:10%) 一応、装置が一緒だから、造形物の出来上がりはほぼ同様で、オーバーハングでの出来に多少の違いが見られる。 |
|
結論から言うと、オーバーハング時のPLAの反り上がりは、インフィル次第(外形が冷える時間稼ぎかもしれないけど)であるが、流石に有料であるSimplify3Dの優位性が現れてしまっている。
こんな感じには造形出来るので、装置の問題が解決できたら再度造形設定を追い込んで挑戦すると良いだろう。
小生もまだまだお勉強中である。
(2014/08/27)
一応、フィラメントによる違いや装置による違いも載せておこう。装置はCubeX。
共にスライサーはKISSlicer(V1.4.4.9)で、造形ピッチ0.1mm、中味20%、サポートあり、ラフトあり、冷却あり、フィラメントはサインスマートPLA白。
造形は上下逆さま。
| SCOOVO C170 | CubeX Trio | コメント | |
|---|---|---|---|
| 事前の Simplify3D 造形サンプル |
KISSliser 造形時間2h28m 6.3g(+1.8gラ・サ) |
KISSliser 造形時間3h15m 7.9g(+3.2gラ・サ) |
|
 |
ちょっと画像が分かり辛いかもしれないが、純正品のPLA白のフィラメントよりも他社製のフィラメントの方が縞々が出難く目立たない。 造形でも比較的オーバーハングの部分の反り上がりが少ないので、形状が安定している。 CubeXでの造形では、ノズルのサイズがより大きいため、ディテールの面で劣っている部分がある。 刀の出来は断然サインスマートPLA白の方が良い状況。 という事で、フィラメントも厳選した方がよい。 |
||
 |
|||
(2014/08/14)
スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートなし、ラフトなし、冷却なし、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:400985
 |
 |
 |
 |
| 造形時間:約1時間36分、6.9g。 オーバーハング部分の出来があまり良くない。モアイ位の目の細かさだと何とかなるのかも。 |
|
(2014/08/14)
スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.2mm、中味20%、サポートなし、ラフトなし、冷却なし、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:9095
 |
 |
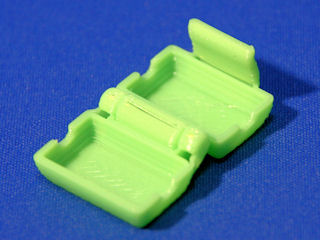
 |
造形時間:約52分、6.1g。同時に造形。 どれ位余裕の設計かわからないけど、ちゃんと締め付け出来た。 |
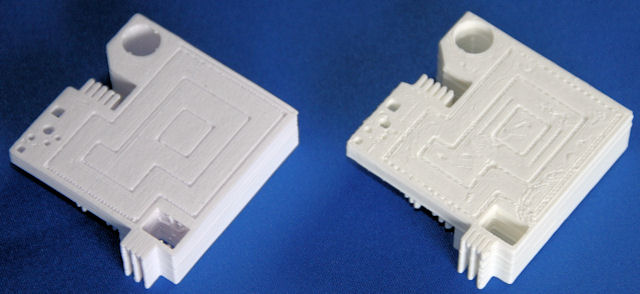
(2014/08/12)
スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.2mm、中味20%、サポートなし、ラフトなし、冷却なし、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:423216
 |
 |
|
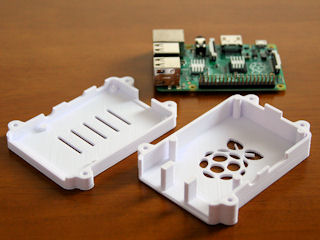 |
造形時間:約4時間29分、39.1g。同時に造形。 LEDの点灯確認がし難いので、どこかに窓を開ける必要がある。 Raspberry Pi B+にはヒートシンクを取り付け。 あと、スクリューとナットは別途用意しなければ。(輪ゴムでグルグル巻き程度でもよいけど。) |
|
 |
穴を開けて、透明フィラメントでLED光を誘導する。(隣の発光が混ざるので、仕切りを追加する。これで、わかり易くなった。) | |
(2014/08/09)
サイズは元の50%、スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートなし、ラフトなし、冷却なし、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:171059 Moai-_Voronoi_fine.stl
 |
意外と細かな目も旨くいっているようだ。 |
 |
顎のオーバーハングも何とか乗り越えた様だ。 本日は、昨日よりも気温が低い性か、供給するフィラメントの温度が以前の造形時よりも低い為、途中から180℃から182℃へと温度を上昇しなければならなかった。 造形中の室温は27℃程。日も落ちたので、更に室温が下がりそうである。 |
 |
頭頂部は旨く閉じられるでしょかね。ちょっと心配。 でも、もし閉じないとしたら、サポート付けなきゃならなくなるから、取り除く事は同一素材だと不可能に近い。 こういう場合は、水溶性のフィラメントなどの他の素材をサポートにして取り除けるように同時に造形するのだろうけど、1ノズルでは無理な話だ。 |
 |
 |
 |
 |
 |
 |
| 造形時間:約2時間17分、3.1g。 残念ながら、頭頂部の出来は完全には閉じられなかった。 あと、部分的に溶融温度が低くて吐出しが滞った部分が見られる。 冷却を施すともっとましになったかな? |
|
(2014/08/08)
サイズは元の30%、スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.1mm、中味15%、サポートなし、ラフトなし、冷却あり、フィラメントは純正PLA白。
http://www.thingiverse.com/thing:88208
 |
 |
 |
 |
 |
 |
 |
 |
| 造形時間:約1時間25分、3.7g。 サポートが無いので、オーバーハング部分の出来が悪い。 半年前に購入してあった純正のPLA白なのだが、最初に同梱されていたものよりも溶融温度が低くても良好で、PID制御も少々改善して溶融温度設定は177℃で造形出来た。(開始時はより高温。) 強力な冷却効果は得られないが、簡易小型冷却ファンを取り付けて造形。電源コードも二股を利用している。 冷却が不要な場合は、コードを抜くか取り外すかで対応。 それにしても、このPLAは何故か反り上がるんだよね。 スライサーはオーバーハングを避けて開始位置を決める機能があるから、比較的適性に形状が仕上がっている。同機能はSlic3rにもあるが。 |
|
(2014/08/05)
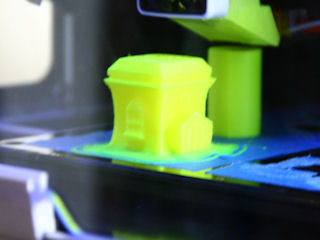
面白そうな造形をしているのを見つけたので、挑戦してみる。
スライサーはCura(V14.07)でOctoPrint経由、造形ピッチ0.2mm、花瓶モード、サポートなし、ラフトなし、冷却なし、フィラメントはサインスマート
PLA蛍光イエロー。
http://www.thingiverse.com/thing:319413(そのままだと、法線が反転しているので修正している。)
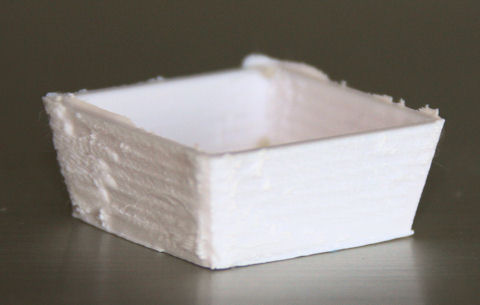
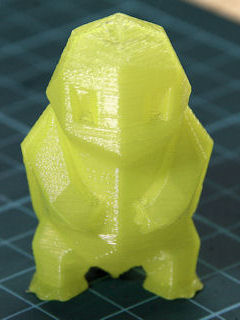 |
 造形時間:約43分、4.4g。 なかなか同じ様には出来なかったね。 最初は、画像の積層間隔がハッキリしていたから、0.3mmピッチだと思って造形したら色々な所が土台不足で陥没したり穴が開いたりと旨くいかなかった。 そこで、よくよく観察したら0.2mmピッチ前後だとわかって、ようやくだがひどい穴開きにはならずに済んでいる。 溶融温度もPID制御が追い込み出来ていないが、何とか202℃位で造形を進める事が出来た。(定着の為と開始の数層はベッドに熱が逃げるので、より高温設定。) |
 |
(2014/07/26)
スライサーはKISSlicer(V1.4.4.8)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートなし、ラフトなし、冷却なし、フィラメントはサインスマート
PLA蛍光イエロー。
http://www.thingiverse.com/thing:12146 totoro_hollow.STL
 |
 |
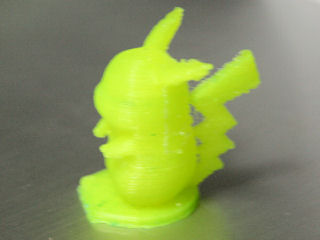
| 造形時間:約1時間8分、6.3g 表面のディテールがあまり表現出来ていないので、倍以上に拡大した方がいいだろう。 |
(2014/08/13) 造形時間:約1時間50分、6.2g スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.1mm、中味10%、サポートなし、ラフトなし、冷却なし、フィラメントは純正PLA白。 光の加減だが、ディテールはもう少しよい。 |
(2014/08/01)
サイズは元の200%、スライサーはRepetier-Host V1.00RCのCuraでOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートなし、ラフトなし、冷却なし、フィラメントはサインスマート PLA蛍光イエロー。
 |
| 造形時間:約3時間3分、26.4g。 2倍でようやく表面のディテールが表現出来ている。 |
(2014/07/25)
サイズは元の50%、スライサーはKISSlicer(V1.4.4.8)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートあり、ラフトあり、冷却なし、フィラメントはサインスマート
PLA蛍光イエロー。
http://www.thingiverse.com/thing:403776
 |
 |
 |
造形時間:約45分、3.4g(+0.8gラ・サ)、簡易サポート除去状態。 |
サイズは元の50%、スライサーはSimplify3D(V2.1.1)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートあり、ラフトなし、冷却なし、フィラメントはサインスマート PLA蛍光イエロー。(本当はCubeX用に購入を決定したのだが、未だにBFBファイルの生成機能が無いようである。残念。)
 |
 |
 |
造形時間:約54分、2.9g(+0.0gサ)、簡易サポート除去状態。(サポートは僅かしか付かなかった。) まだ設定が慣れていないのであるが、有料スライサーの造形データの品質は結構良さそうである。 KISSlicerより重量が軽いのは土台部分がかなり薄く造形してしまった為による。 ただ、サポート材の付き方については、外し辛いので、もう少し設定方法を見直す必要があるかもしれない。 |
以前のABSネイビーがノズル内にこびり付いていたようで、所々、色が変色している。
ノズル内の状態管理は意外と大変かもしれないね。樹脂交換時は念入りに吐出しをしたつもりだけど、まだまだのようだね。削れカスも確認しておく必要がありそうだ。
(2014/07/26)
サイズは元の50%、スライサーはCura(V14.01)でOctoPrint経由、造形ピッチ0.15mm、中味5%、サポートあり、ラフトなし、冷却なし、フィラメントはサインスマート PLA蛍光イエロー。
 |
 |
 |
造形時間:約50分、2.8g(+0.7gサ)、簡易サポート除去状態。 |
(2014/07/01)
異機種の造形ピッチの定義の0.14mmピッチでの造形状況を確認してみる。
サイズは元の50%、スライサーはKISSlicerでOctoPrint経由、造形ピッチ0.14mm、中味5%、サポートあり、ラフトあり、冷却なし、フィラメントは3Dcreators
ABSネイビー。
http://www.thingiverse.com/thing:224878
 |
 |
 |
 |
 |
造形時間:約5時間24分、15.0g(+8.3gラ・サ)、簡易サポート除去状態。 肩の両方が反りあがってしまっている。 0.14mmピッチでの吐出し量の適正化不足や算出誤差なのか、粒々の出っ張りなどが目立つ。 とある方のサンプルと比べると、底部の厚みに差があるので、何らかの設定を加える必要があるのであろう。 反りに関しては、ブルーテープでは抑えきれないところもある。ベッドの素材を換えるべきであろうか。 |
(2014/06/30)
ちょっとPLA(サインスマート)で造形したものを仕上げするのに、某ウエットタイプの研磨フィルムを試してみた。
http://www.thingiverse.com/thing:246675
| 研磨前 | 研磨後 |
|---|---|
 |
 |
| 個人的な感想だが、荒削りのフィルムはわりと固いので、曲面仕上げや凹みには不利である。また、削れる量的には一般の耐水ペーパーと変わらないかもしれない。 作業自体も、耐水ペーパーよりも面倒であるし、時間も非常にかかる。 仕上げのフィルムであるが、殆ど表面には明確に効果が現れない。 特別便利なものではないようなきがする。 作業にあまりにも時間が掛かりすぎるので、仕上げは途中でやめた。 懸命に行えば、良質な仕上がりになるかもしれないが、私は耐え切れない。 |
|
(2014/06/27)
サイズは元の50%、スライサーはKISSlicerでOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートあり、ラフトあり、冷却なし、フィラメントは3Dcreators
ABSネイビー。
翼の部分が薄過ぎて、ペラペラに造形される。
http://www.thingiverse.com/thing:342381
 |
 |
 |
 |
| 造形時間:約1時間9分、3.0g(+2.5gラ・サ)、簡易サポート除去状態。 右の翼の造形時の不具合があったのか、一部がズレて造形される。また、左の翼の先端部分も不完全な状態となる。 やはり、ABSはPLAより造形が安定しているようだ。ディテールが表現しやすい。 |
|
(2014/06/26)
Cura使用時には糸引きを改善出来ていたのだが、KISSlicerの使用ではリトラクトの設定を同様にしているのに糸引きが目立つので、リトラクト時のフィラメントの動きを確認すると非常にゆっくりと動いているのである。どうも、KISSlicerでの設定でZリフトを追加している点が問題の様で、Zリフトの動作速度がリトラクト速度を遅くしている様である。Zリフトをやめると改善する。
サイズは元の50%、スライサーはKISSlicerでOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートなし、ラフトあり、冷却なし、フィラメントは3Dcreators
ABSネイビー。
これくらいの造形物のラフトだと、接触範囲が少ないので簡単に剥がせる。
http://www.thingiverse.com/thing:150431
| 左Zリフト有り 造形時間:1h50m33s 3.0g(+0.4gラ) |
右Zリフト無し 造形時間:1h03m43s 3.0g(+0.4gラ) |
コメント |
|---|---|---|
 |
ラフト剥がし状態。 見た目は判り辛いが、糸引きはZリフト無しの方が少ない。 比較的、小刻みに分断された造形なので、ABSでの造形時の熱収縮での応力の蓄積が緩和されて、亀裂等は発生しなく、簡単には層間では剥がれない。持っていても安心して扱える。 アセトン処理をミスしたので、再度、Zリフト無しを作成するが、 ラフト剥がしは、造形直後の温かい内に行わないと、簡単にはいかない様だ。 造形後、少々時間を置くと、密着して剥がれない。 造形時間が短いものは良いが、造形時間が長いと、ラフトが定着して剥がしが厄介になる。 剥がせなくなるので、サンドペーパーで削り取る。 |
|
 |
||
 |
アセトン処理をZリフト無しの方にしてみる。 今回は、溶けすぎてしまった。 底上げして、アセトン液に浸からないようにする必要があった。(予測はしてたけど、あまかった。) どうも、密閉が保てない状況が見られるので、蓋の機密性を上げようと思う。100均レベルだと致し方ないか。スクリュー式の蓋であったがガスは漏れる。蓋の裏にゴムシートでも張っておこう。やはり、パール缶が都合が良いのかな。 |
|
 |
||
 |
 |
|
ところで、C170でこれだけ出来るのだから、X9やX4は大丈夫だろう!?
でも、導入時点での『かんたん設定』レベルではだめかもね。設定の詳細が不明なのでわかりませんが。
(2014/06/22)
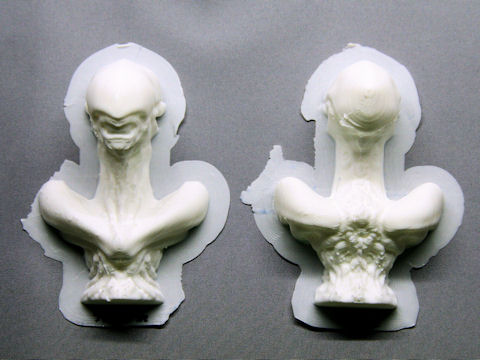
アセトンでの瓶詰めでの蒸気による表面処理効果がどの程度なのか試してみた。
初めての事なので、小物の造形物で確認してみたのだが、瓶詰め用に用意した瓶も底浅の物を利用した。野外に1時間程の放置を行ったが、気温が低かったのか蒸気が十分に発生していなかったようである。また、アセトンで湿らしたキムタオルを使用したのだが、タオルに近かった顔の部分が極端に解けていいる。
詰める為の瓶はもう少し深底の物を用意して、造形物とアセトンの距離をとった方が良さそうだ。
 |
初めてのアセトン処理なので、旨く全体を同じように処理出来ていない。 まだまだ、テクニックが必要な様だ。 それにしても、アセトン処理するとテカテカになっちゃうね。 でも、ディテールが失われない程度の加減のノウハウがいるね。 造形での割れがより目立つ状況がある。 |
 |
(2014/06/20)
スライサーはKISSlicerでOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートあり、ラフトあり、冷却なし、フィラメントは3Dcreators
ABSネイビー。
元のデータから足元のプレートデータをカットして利用。
http://www.thingiverse.com/thing:23517
_01.jpg) |
_04.jpg) |
_02.jpg) |
_03.jpg) |
_05.jpg) |
造形時間:約2時間58分、8.1g(+5.1gラ・サ)、簡易サポート除去状態。 サポート除去時にも右後ろ足首が裂ける。 足首はABS接着剤で補修。 ボディーに割れが見られるのは致し方ない。 今度、壁厚の構成数を増やしてみよう。割れが減るかも。 そういえば、アセトン処理したらもっと見栄え良くなるかな?その内、やってみよう。 (2014/06/21) 壁厚の構成数を増やしたが、足首は比較的丈夫に仕上がるも、割れは発生するので防止には効果がなさそう。丈夫に仕上がる分、思わぬ所から割れる。 |
(2014/06/18)
本来、この装置ではABSのフィラメントは使用できない仕様である。装置の温度上昇リミッターが250℃付近なので、溶融温度のバラツキから考えて設定温度が240℃前後が限界なので、その温度範囲で造形可能なABSのフィラメントであれば使用できることになる。最近は、結構低温での溶融を可能にしているABSフィラメントもある。
造形設定(速度や造形ピッチ)にもよるので、十分に吐出しできる条件の下で利用すべきである。だが、積層間の密着が十分に確保できる程の溶融温度が与えられないので、造形物の積層間の密着強度はイマイチである。(簡単にバラける。また、造形中に積層間で割れる等。)
ABS使用時の造形では、色々とテクニックがいるので、それらを参考にするのが良いだろう。
ABSの良い所は、後加工が非常に良いところである。表面処理は比較的容易に加工が可能だ。重量もPLAに比べて軽く仕上がる。また、非常に冷えやすいので造形物の形状保全にはPLAよりも良好で、メリハリがつきやすい。だが、大物造形物には不向きなところがある。
スライサーはKISSlicerでOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートあり、ラフトあり、冷却なし。
http://www.thingiverse.com/thing:182083
 |
 |
 |
 |
| 造形時間:約1時間48分、6.9g(+3.1gラ・サ)、簡易サポート除去状態。 ベッドからの取り外し時に2本足首付近から裂ける。また、サポート除去時にも残り足首が裂ける。 やはり、溶融温度が足りない。 ボディーにも避けが見られる。やっぱり溶融温度が上げられないのがネック。 足首はABS接着剤で補修。 |
|
(2014/06/06)
軟弱フィラメントであるPolyFlexのフレキシブルフィラメント白を使って造形に挑戦。
サイズはオリジナルの70%にしたものを使用し、スライサーはCuraでOctoPrint経由、造形ピッチ0.2mm、中味10%、サポートなし、ラフトなし、冷却なし。
最初、フィラメントが供給出来ないトラブルがあったが、先端を尖らし、押しバネの動きが悪かったので、数回押し込みを繰り返して復帰させ、フィラメントも使用長さ分のみにして、リール供給をやめる。(リールの回転を掛けられるほどフィラメントが硬くなく、伸びるので、旨く供給が続かない為の処置)
http://www.thingiverse.com/thing:32706
 |
フィラメントはかなり柔々なので、特に供給ガイドはいらないが、出来るだけ引っ張るような状態にはしない方が良さそうである。 |
 |
造形途中。旨く造形出来そう。 |
 |
造形完了。造形時間:43分18秒、3.7g 特に、問題なし。 |
 |
良く潰れる。柔軟性はかなりある。 軟弱だから、ベッドからの取り外しも簡単。 |
(2014/05/04)
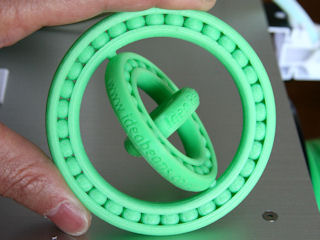
ベアリングモドキの一体造形に挑戦
リングとボールは、STLファイルの段階から接触部分が厳しいデータであったので、スライス後のデータでも癒着するコードでの造形となる。
 |
 |
 |
 |
| Cura V14.01にて、造形ピッチ0.1mm、中味は20%、サポートあり、ラフトなし、純正品のPLA緑を使用、OctoPrint経由で造形時間約10時間2分。 リングとボールの癒着が厳しく、ボールの稼働には相当の剥がし作業と整形する作業が必要であるので、ベアリングとしての動作は現状実現出来ていない。ゆっくりと剥がしていこうと思う。 リングは独立して動く様になったが、ボールの出来が悪いので、個別に回転する状態へは更なる研磨が必要である。 |
|
(2014/04/13)
遊星ギヤモドキの一体造形に挑戦
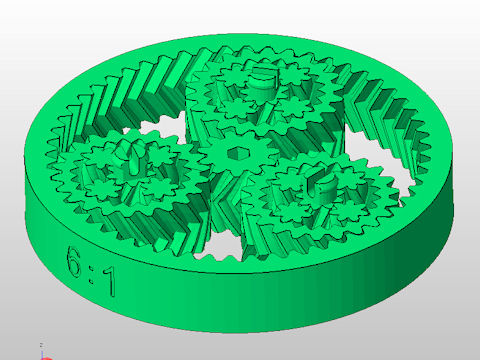 |
サイズ 120x120x27mm(LxWxH) |
 |
Cura V14.01にて、造形ピッチ0.2mm、中味は20%、サポートなし、ラフトなし、純正品のPLA緑を使用、OctoPrint経由で造形時間約13時間55分。 |
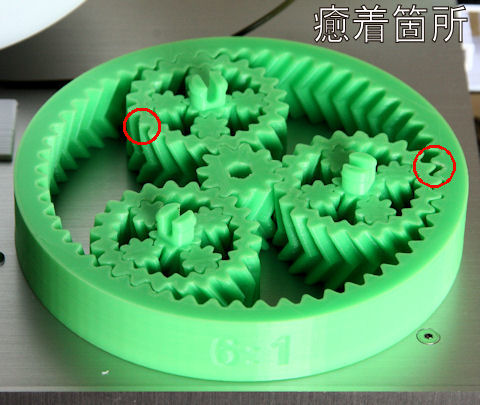 |
ギヤの一部が癒着していて、剥離時に欠けた。 全ての星ギヤが稼働していることは、画像を見れば確認できると思うが、やはり精度の点では厳しい部分がある。多分特定方向に伸び縮みしているのであろう。最も小さい部分の星ギヤの回転は動きを悪くする特定のポイントがある。 (2014/04/18) 動きが悪い所は、造形時に接触している部分のギヤ同士の歯の出来が悪い性であった。その部分は鑢がけで処理が必要となる。 |
(2014/04/11)
少々趣を変えて、稼働部品の一体造形に挑戦。
http://www.thingiverse.com/thing:190118
http://www.thingiverse.com/thing:124725
 |
 |
フィラメントのゴミ取り用のフィルターケース。 稼働部を含めて、一体造形。 理想どおり、稼働する様に造形された。 中にスポンジを入れて、フィラメントを挟み込んで使用する。 |
 |
 |
二つ造形してケースとして利用するもの。 サイズは50%にして造形したので、少々稼働部が厳しい状況であるが、各カバーが独立して造形出来ていた。 但し、稼働は左画像までで、180度展開までは引っかかる部分があり、削る必要がありそうである。 |
(2014/04/10)
造形時に出るネジ跡の様な積層ピッチ以上の縞々の改善の為、二度目の調整修理上がりの造形確認である。前回のレベルでの同造形物が無いので比較出来ていないが、ネジ跡の様な縞々はかなり目立たなくなっている。
造形中、ヒータの温度上昇が上がり辛くなっていたので、溶融状態があまりよくなかった上、季節がら溶融設定温度も見直しをすべきだったが...。
最初にSCOOVO Studioの『かんたん設定』(私バージョンでZ200をZ100へ、1.85を1.75へ変更)で造形し、次にCura V14.01で造形を行った。造形には、純正品のPLA緑を使用し、Rookv_fixed1.stlを造形。
造形後、ヒータを交換する羽目となる。
http://www.thingiverse.com/thing:99028
| SCOOVO Studio(Slic3r V1.0.0RC2) 『かんたん設定』 0.2mmピッチ 中味30% サポートなし、ラフトなし 2h46m 14.0g |
Cura V14.01 0.2mmピッチ 中味20% サポートなし、ラフトなし 1h58m 13.3g |
コメント |
|---|---|---|
 |
溶融温度が高めで造形された結果となる。季節の変わり目で、設定変更が必要になっている様だ。 どちらも、ネジ跡は目立たない状況である。 Curaでの造形の方がより締まった状態に見えるが、ヒーターの調子が悪く、目標温度を下回った為の結果であるので、比較すべき状態に無いので、あくまで参考として欲しい。 (2014/04/11) よくよく考えてみれば、Curaでの造形に切り替えてから、Slic3rの設定の追い込みはサボっていた。追い込みを行った時期が極寒の季節だったので、今の季節には合わない筈である。 |
|
 |
||
(2014/03/07)
色々とサイトを巡り該当するデータの在りかを探していたら、ようやく似た様なデータの在りかが見つかったのでダウンロードして造形してみた。新装置との比較になるかどうかは定かではない。
スライサーはCuraでOctoPrint(起動しっぱなし)経由、造形ピッチ0.05mm、中味10%、サポート有り、ラフトなし、冷却なし、純正PLA緑で造形。
造形サイズは、H:91.86mm、W:73.12、L:72.32で、45度Z軸で回転が掛かっている。(netfabb調べ:下部のデータが異常だったので造形データ生成前に少々カット)
本家のサンプル(新サンプル)とは表示されているサイズだと比率関係(縦横高のそれぞれの比率)が異なる(高さ約67.5%縮小?)上、造形データの形状も一部が異なる様である。(2014/03/10
元の画像があった。)
尚、造形品質の面ではスライサーはSlic3rで処理した方が良いだろう。
| サンプル画像 造形時間21時間18分、34.4g |
コメント |
|---|---|
 |
簡易サポート除去状態 冷却送風していないので、顎などオーバーハングの部分の出来が悪い。 ネジ跡はやはり目立つ。 (2014/03/18) このネジ跡の様な模様はZ軸の昇降ネジのトップをフリーな状態にしてやる事で改善が出来る様である。 個人的にも構造上おかしな設計だとは感じていたが、思った通りなのか? (2014/03/26) サポートと色々メールでやり取りをしていて、ようやくだが調整に再挑戦してもらえる事になった。但し、良くなるかは定かではないとの事。だが、少し期待してしまう。 |
 |
(2014/03/22) ちょっとした豆知識:テンションによる影響 このような装置では、ベルトのテンションによる影響として、テンションが低い場合、応答性が悪くなるので、造形する形状が歪になる上、大きな皺等の発生が考えられる。また、テンションが高い場合は応答性が過剰になり、一般には発振など不要な小刻みな揺らぎが発生するので、小皺等の発生が考えられる。 ちょうど良いテンションであるが、移動する速度にも関連するのでベストな設定は変化するのが一般。 よって、速度に応じたテンション管理が必要になるが、コストの面でも簡易的な処置がとられる事が多い。 制御する側の重量にも関係があるので、C170よりもX9の方が制御対象が軽量なので、テンションが高い場合の発振の影響は強く出る。 尚、装置の構造上の原因として、共振などの影響も出る場合がある。 パーソナルな造形装置には限界があり、調整で逃げられるほど柔軟(設計上の余裕がある)な装置でもないので、厄介な所である。 |
 |
(2014/03/18) 小耳に挟んだ情報では、この表面の皺皺は、X/Y軸のタイミングベルト(歯付ベルト/コグドベルト)のテンション管理で改善出来る様である? つまり、ステッピングモーターの刻み関連が如実に現れているという事なのか? 個人的には、吐出しの解像度が最も影響があると思っているが、どうであろう。 吐出しの解像度の影響を誤魔化す為にテンションを変えるのならば、あまり良い対策ではなさそうだ。 残念ながら経験不足で特定には至っていない。 (2014/03/20) ちょっとした豆知識:吐出し量の制御 本装置では、吐出しの量を各造形直線を描く時の長さに合せたエクストルーダの押し出し長さで制御している。 つまり、造形品質を上げるためにオブジェクトを滑らかな曲線で仕上げるという事は、より細かい直線を生成する事に値する。 よって、その細かな直線を描く為には、より細かく吐出す長さを制御しなければならない事になるのである。また、造形ピッチを細かくする事でも、吐出し長さの制御が細かくなるのである。 この事を踏まえて、エクストルーダの解像度に視点を置いている。 CubeXでは、吐出す量を吐出し速度で定義している。 個々の直線を描く上では移動速度で対応しているのである。 よって、細部の造形であろうと吐出し速度は一定に保たれ、基本ブレは発生し難いのである。 |
SCOOVO C170の装置であれば、この程度位までの造形は可能である。
尚、新モデルでは0.05mmピッチの造形が可能であると謳っているので、多分、潜在能力的には更に三分の一位の造形ピッチまでは余裕で行けるのではないかと思われる。但し、エクストルーダの解像度はあまり改善されていない様な気がするが、改造はし易いのでは?
データの発掘場所
RepRap DIY 3DPrinter 備忘録
(2014/03/01)
KISSlicerでの造形初挑戦。
概ね設定方法が理解できたので、実際にSCOOCO C170にOctoPrint経由で造形してみた。
少々造形速度が速過ぎたが、造形は出来ている。
0.1mmピッチ、中味10%、サポートなし、ラフトはスカート、純正品のPLA緑にて造形。
 |
1.11g 造形終わりに待機位置への指定がなかったので、左目の上部が融けてしまった。 造形品質はまあまあである。 初めての造形の割りには良い方である。 |
 |
これで、CubeXへの利用の為の確認作業がし易くなる。
試しに、0.01mmピッチの造形に再び挑戦してみる。
フィラメントを換えた事で状況が改善しているのか、はたまたKISSlicerでのGコードの生成状況が良いのか、以前にあった同梱のPLA白のフィラメントで造形する際での枯渇する状況が見られない。歯と飛びもほとんど起きない状況である。
KISSlicerにて、0.01mmピッチ、中味10%、サポートなし、ラフトはグリット、純正品のPLA緑にて造形。
今回は最後まで継続し造形が完了しそうである。
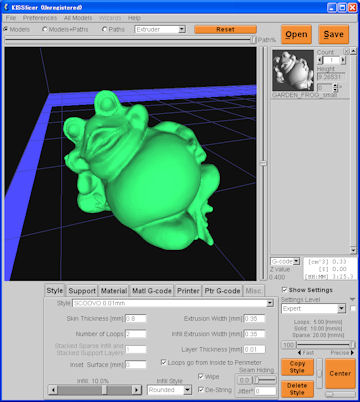 |
KISSlicerの操作画面。 |
 |
ヒートブロックにはあまり効果が期待できないが、カプトンテープ(1mm幅)を巻いている。 直方体なので巻き易い。 以前は2mm以上積層する事が出来なかったが、今回は余裕で5mmを超えている。 |
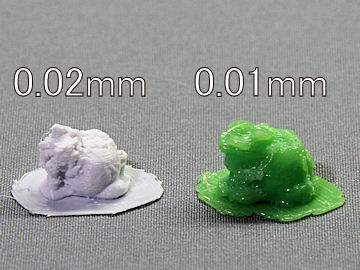 |
少々小細工をし過ぎた様だ。 品質云々よりも、吐出し量が多すぎて巨大化してしまっている。積層状態とはいえない物を造形してしまった。 もう一度、設定を見直して挑戦しようと思う。 |
 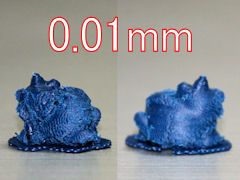 |
(2014/06/18) 再び挑戦だが、造形ピッチは0.015mmで某ABSネイビー。 造形サイズも元の25%で前回の上の造形サイズ20%より大きめ。(造形時間2時間26分) 同様に、0.01mmピッチ。 造形品質は悪いが、最後まで吐出しが滞る事なく造形完了。(造形時間3時間51 分) |
第一印象通り、同梱のPLA白のフィラメントは粗悪品であったといえるのではないか。今までの同フィラメントでの造形物の品質状況はリセットした方が良いかもしれない。
それにしても装置を売りたいなら、姑息な事はしないで最善で良質な物を提供すべきである。やっぱり、当たり前の事が出来ていない。
(2014/03/04)
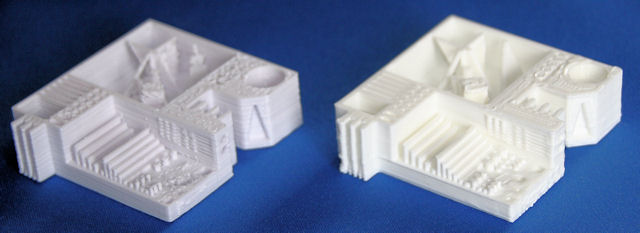
本家も新モデルで0.05mmピッチを謳う装置展開となっているが、本装置でも0.05mmピッチは品質も含めて造形可能なレベルである。但し、Z軸の昇降ネジが異なるので、造形品質向上には限界があるが、この程度なら造形出来るぞ。(張り合ってもしょうがないが。)
KISSlicerにて、0.05mmピッチ、中味10%、サポートなし、ラフトはスカート、某PLAのアーミーグリーンにて造形。
http://www.thingiverse.com/thing:30411
| 左がCubeXで造形 造形時間2時間19分 3.0g |
右がSCOOCO C170で造形 造形時間2時間55分 2.7g |
コメント |
|---|---|---|
 |
口の部分の仕上がりが両方とも悪いが、多分、サポートが必要な状況であったと思われるが、CubeXの方はかなり悪影響が出ている。 耳の仕上がりは、CubeXの方が良い。 全体的にCubeXの方が肉厚に仕上がっている。 このクラスの造形ピッチにするとSCOOVO C170でのネジ跡状の積層ムラが目立ち難くなる。 |
|
 |
耳の仕上がりは、CubeXの方が良い。 | |
 |
耳の仕上がりは、CubeXの方が良い。 | |
 |
底の仕上がりはSCOOVO C170の方が良い。 | |
 |
上部の仕上がりはCubeXの方が良い。 | |
本当の目的は、CubeXとの造形比較を行いたくて、造形してみた。同一のスライサーからのデータ生成になるので装置の違いの比較となる。
フィラメントも同じものを使用した。(CubeXでの方法はこちら)
フィラメントの溶融温度設定であるが、SCOOVO C170の方はCubeXに比べて20〜30℃は高めに設定しないとまともに利用できない状況である。
(2014/02/24)
少々造形時間が掛かる物をテストしたいので、今まではネットブック程度のPCでコントロールしていたが、どうやらRepetier-Hostの動作ではメモリーが足りない状態でありGコードが読めない状態に至ったので、環境を変えてRaspberry Piを使用してOctoPrintからの造形に切り替える。
造形時間は約48時間。途中で造形が中断しない事を祈るのみ。とりあえず、造形は開始している。
計画していた本来の造形スタイルでの造形である。
(2014/02/25)
今朝も順調に造形を行っていた様であるが、造形対象のサポート材の出来が悪く造形を継続してもしょうがないので、造形を中止した。とりあえず、OctoPrintでの造形は特に問題なく行える事が確認出来たので良しとしておく。
但し、Curaで生成した造形データの場合、外壁と内壁の動作速度を変更したいような場合の造形には対応していないので、注意が必要である。
造形中に変更出来るのは、温度設定位である。
(2014/03/30)
Curaもバージョン14.03では、外壁と内壁の動作速度を変更出来る様になっている。
(2014/02/26)
二日目を過ぎたが、Raspberry Piが不調を起こす事もなく、OctoPrintは正常に起動している。消費電力に関しては遥かに少なくて済むので、起動しっぱなしでも問題がなさそうだ。とりあえず、もう少し起動させておこうと思う。
Raspberry PiにはWi-Fiアダプターでネット接続しているので、熱暴走の危険があるのだが、今の所は安定して接続を維持している。
最近の造形装置にはWi-Fiでの接続機能が付いているものが増えているが、この環境は非常に便利である。
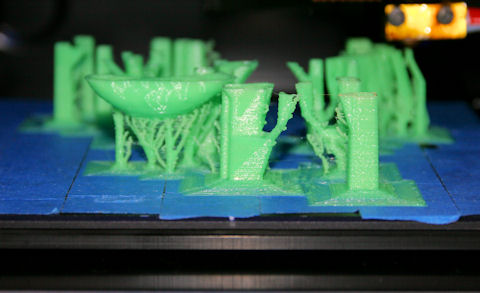
目的の造形物をどうしても製作したいので、本来は某ABS透明で造形したかったがサポートを含め造形途中で積層面で折れてしまう現象が頻発するので諦めて、純正品のPLA緑で造形を行っている。造形ピッチを0.1mmから0.2mmに変更しているので、造形時間は半分近く短縮しているが、24時間以上は掛かるので、出来上がりは明日の宵の口過ぎ位。
| サンプル画像 | コメント |
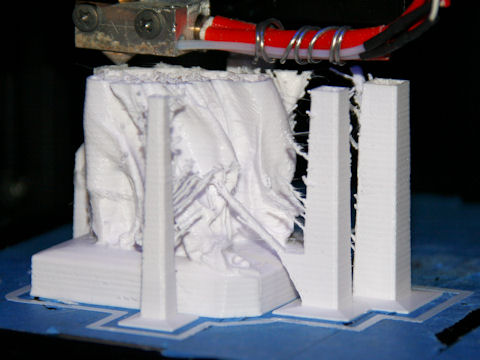
|---|---|
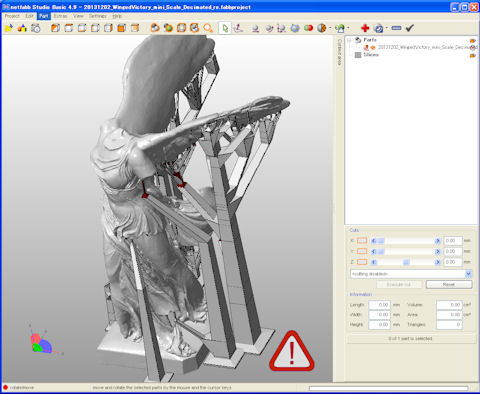
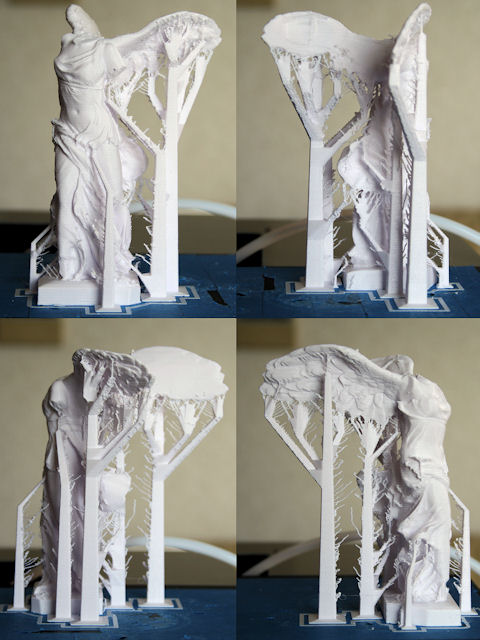
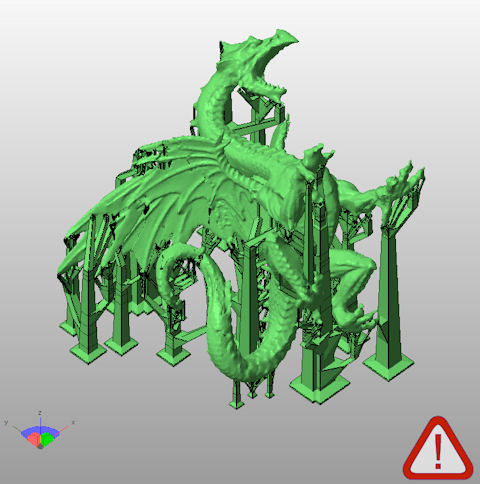 |
Ice Dragonのデータを造形するのにPhotoshop CCの体験版にてサポートを生成した物をエクスポートしてnetfabbで確認したもの。 相変わらずサポート材の下部が接地していないので、底部の一部をカットして利用。 |
 |
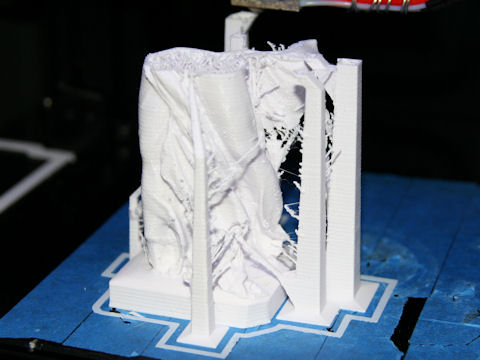
造形時間約3時間半。 今回もPhotoshop CCでサポートを生成しての造形である。 スライスはCuraで0.2mmピッチで中味は10%とした。 サポート自体が非常に細い部分が多い状況である。 造形物自体は、ほとんどが空中に浮いた状態なので、とにかくサポートの出来が要となる造形である。 |
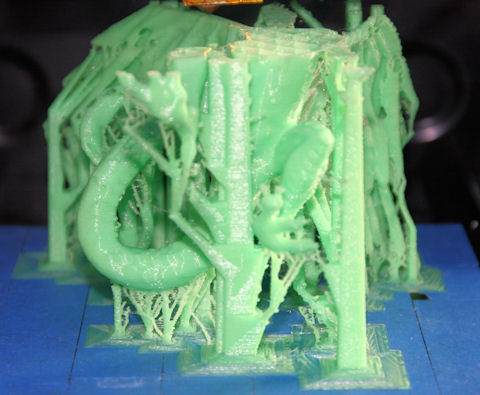 |
造形時間約13時間。 (2014/02/27) 今朝、起きてからの造形状況。 大半は出来ている様だ。 残り5時間位で出来る様である。 思っていたより早めに出来そうである。 それにしても、フィラメントの違いが如実に現れる造形である。 多分、同梱のPLA白のフィラメントでは旨く造形出来ていなかったかもしれない。 |
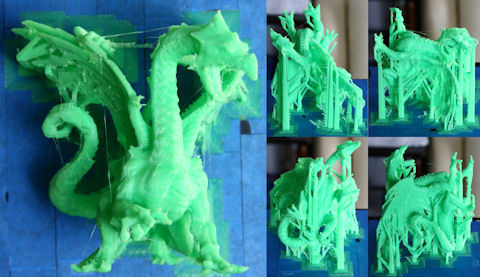 |
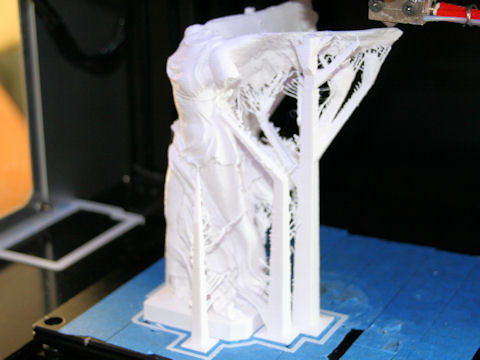
造形時間約17時間2分少々で完了。 |
  |
簡易サポート除去 やはり、PLAは柔軟性がないので、サポート除去中に細い所は、除去時の衝撃で折れてしまう部分がある。 本当だったら、半透明のフィラメントで造形して氷ぽくしたかったが仕方がない。 結構迫力ある造形物でした。 サポートの説明通り、色付のフィラメントでの造形の場合、ネジ状の造形跡は目立ちにくいが、あいかわらず存在している。 |
(2014/03/01)
起動して五日を過ぎたが問題が無い様である。常時利用する環境として実用に耐えるものと判断する。
(2014/02/21)
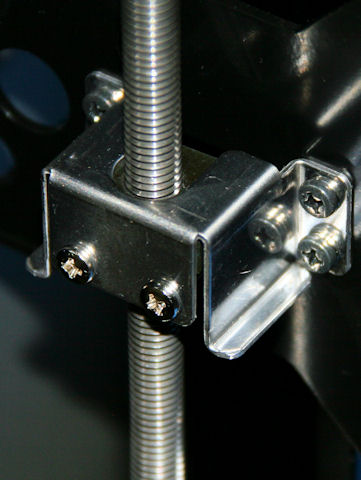
某ABSのリールが小径で厚みがあるので、SCOOVO C170の本体へのスプールホルダーには取り付け維持出来ないので、専用のホルダーを装置上部に設けてみた。
全て同梱のPLA白で造形している。ちょうど全てのパーツを造形したところで、同梱のPLA白のフィラメントが無くなった。残り5mmというギリギリのところ。挿入口に消えて僅かな所だった。
もう少し、後ろに下げるべきだったが、とりあえず利用してみよう。
空のリールの重量であるが、約232gあった。結構重いものである。純正品の新品のフィラメントのリールが約1,242gであるので、フィラメントの重量が1kg相当である事が確認できた。
 |
(2014/02/21)
リールホルダーの具合確認の為の造形確認。
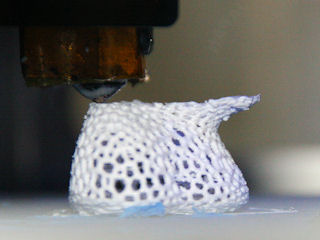
Curaで花瓶モードで0.2mmピッチ、某ABS透明フィラメント使用。ABSなので、ブリッジ間の形状が安定して造形出来ている。多分PLAだとダレて変形する所。
造形状態は非常に薄く不安定であるので、強く触ると造形層でバラバラになってしまう。
リールホルダーとしては機能しているようなので、とりあえずOKということにする。
 |
 |
 |
 造形したのはこれ。 造形面が荒いのは造形品質の問題ではなく 元データの再現。 |
||
 |
| Curaにて造形ピッチ0.25mm、花瓶モードで造形。 積層間の結合が弱かったので、溶融温度を少々高めにした。 結構丈夫に出来ている。 http://www.thingiverse.com/thing:40087 |
(2014/02/19)
Photoshop CCの体験版を使用して、STLファイルを読ませてサポート材を自動生成させてた物を再びSTLファイルとして吐出した物を利用して、造形確認をしてみた。
吐出したSTLファイル内にはサポート材の表裏反転や底面の接地が不完全(体験版だからか?)であったので、netfabbを利用して修正やらカットやらを行い、スライスで問題が出ない範囲まで補正を行った。
スライスにはCuarを使用し造形を行う。造形完了は約20時間後なので、明日の報告になる予定。
とりあえず、サポート材の造形時間がかなり節約出来ているので、6割位の時間で造形が完了しそうである。
http://www.thingiverse.com/thing:196038
| サンプル画像 | コメント |
|---|---|
 |
生成されているサポート材の枝分かれした最終部分で、表裏が反転している部分が多々見られる。 |
 |
造形約8時間での状態 サポートから本来の枝以外に余分な枝があるが、溶融温度が少々高めなので、吐出しのダレが付いて伸びている。 このダレを無くし切れの良い状態にするには溶融温度を下げる必要があるが、当然造形速度も遅くせねばならないので、品質と相談になる。また、ホットエンドへのヒーターとサーミスターのワイヤをアルミ線で束ねているのは、ヒーターの断線防止の為のもの。 サポートの形状では、枝分かれした部分で造形サイズがかなり小さいものがあり、造形物を支える前に、喪失する場所がある。 |
 |
造形約12時間での状態 本日の観察はここまでとし、明日の朝、確認開始予定。 |
 |
朝、造形約21時間での状態(残り約2時間) サポートの形状では、枝分かれした部分で造形サイズがかなり小さいものがあり、造形物を支える前に、喪失する場所がある。 サポート材なのかダレで伸びたものか区別が付き難くなっている部分もある。 |
 |
(2014/02/20) 造形完了22時間34分 サポート付状態で50.0g フィラメントの残りが僅かなところで造形が終わった。少々危なかった。リールの芯の部分が現れ始めていた。 Photoshop CCのサポート自動生成は理にかなった位置に支持が発生するが、支える形状に改善が必要な点が見られる。 アップデートで改善されていれば良いが未確認。 アップデート前後でのSTLファイルの比較をしたが、同一の内容なので特に改善している様子はない。 |
 |
(2014/02/20) 手で取れる範囲でサポート除去 サポート簡易除去状態で32.7g 内部の充填率10% 画像を縮小しているので、粗が目立たないが、ネジ跡や吐出しのダレ等の不具合はある。 |
(2014/02/18)
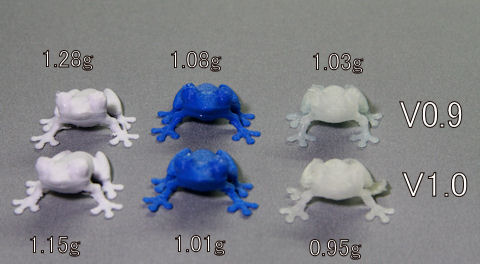
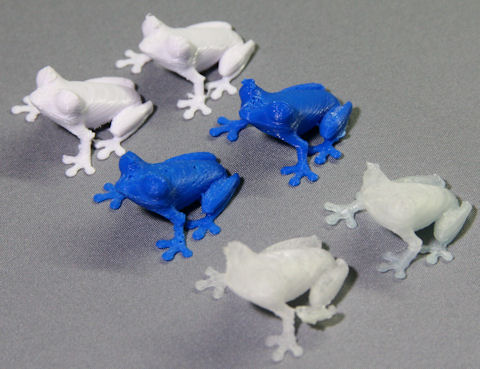
Slic3rでのバージョンの違いによる造形の違いを調べているのであるが、明らかに違いが出るのが造形物の重量である。ほぼ同じ設定条件でのスライスでのGコード生成であるが、V1.0の方がV0.9よりも軽く造形される。その他、造形品質の面ではV1.0の方がV0.9よりも外形がより明瞭に造形される。
サンプルは、左から同梱の純正品のPLA白、CubeX用PLA青、某ABS透明であり、手前がV1.0で奥がV0.9である。それぞれのバージョンで生成したGコードを使用して、フィラメントのみを交換しての造形である。
http://www.thingiverse.com/thing:18479
 |
 |
| 純正品フィラメントの造形温度に合せているので、その他のフィラメントは造形温度を下げたほうが良い状態である。 |
(2014/02/11)
造形ピッチ0.01mm(10μ)での造形でターゲットとしている造形サンプルの造形時に頻発するフィラメントの供給滞りによるエクストルーダ内の枯渇問題を見極める為、どの当りの造形ビッチから発生するのかを追いかけてみた。
とりあえず実績のある0.025mm(25μ)ビッチと次のステップとして0.02mm(20μ)ビッチで造形してみたが、歯飛びも起こらずに枯渇の現象は発生せずに造形を完了した。造形品質は相変わらず良くない。
http://www.thingiverse.com/thing:189563
 |
| 品質は良く無いが、枯渇問題は発生せずに造形を完了している。 |
現状では、0.02mm(20μ)ビッチまでは問題なく造形出来そうである。
次のステップとして0.015mm(15μ)ビッチの造形であるが、比較的歯飛びが起きていない様子であったが、残念ながら枯渇と思われる現象での吐出しの滞りが発生した。
どうやら0.02mm(20μ)ビッチを下回るあたりから顕著に問題が発生するようである。
よって、このようなサイズの小さい造形物の場合は、0.02mm(20μ)ビッチが造形の限界と思われる。
(2014/02/05)
某サイトの造形結果に触発されて、造形ピッチ0.01mm(10μ)での造形に挑戦してみる。同じ造形物でサイズ15%にて、スライサーはCuraである。
造形途中であるが、旨く造形を進めている。これはいけるかも。結果が出るのは約2時間後。(私がやるとやたら時間が掛かる設定になってしまう。)
Curaでは初めての挑戦なので、あしからず。
何回か挑戦するが、2.5mmを超える高さになると、吐出しが滞り造形が継続不可能になる。残念。
(2014/02/06)
動作状況を見るに、エクストルーダーの分解能に原因があるような気がする。吐出しの制御が適正に働かないのだ。歯飛びが頻繁に発生するし、吐き戻し禁止にしても、上下にフィラメントを移動させる動作が入るのである。また、ベットからの距離がなかなか離れられないので、ヘッドの熱がベット側に伝導しやすくノズルの先端の温度を下げるので、温度設定をなるべく高温にしておく必要があるが、限界に近い温度設定でも旨くいかない。(冷却用のダクトやファンは利用していない。)
よって、他のピッチである程度造形した後に利用する様にした方が良い様だ。今回、高さが高く積層出来たのは暖房で室温が高めの時で、ベットもある程度温まっていた時である。その後は、暖房を低めにしたので、室温は-10℃位は下がってる。
とりあえず、積層が出来る事は確認出来たので、また機会を設けて挑戦しようと思う。
(2014/02/07)
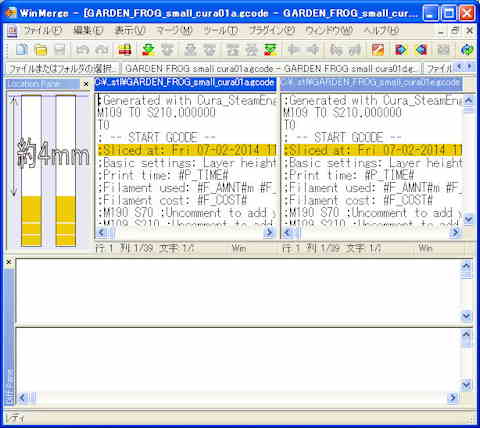
実際の造形では違いが分り辛いので、生成したGコードのファイル内容比較(WinMergeを利用)をしてみた。
大まかに言うと、高さ4mmに達するまでは、生成するコード内に差異がなく、それ以降に小細工した影響が出始める。
つまり、どんなに小細工をしても、効果が出るのは4mm以降という事になるので、ダメな結果になっていた様である。
よって、最低でも4mmまでは他の(0.1mm)ピッチで造形を行い、それ以降で0.01mmピッチでの小細工の効果を調べる必要があるようだ。
しかし、この4mmという高さがどこで定義されているのか不明である。
何か、Expert configのEnable combingのスイッチを切るとガラリと状況が変る。何かこのあたりに生成のトリックがある様だ。同一部分がほぼ無くなる。
(2014/02/08)
造形が継続できなくなる現象での、吐出し滞りの発生状況をもう少し詳しく記載しておく。
ある程度積層が進む中、吐出しが滞り以降の積層が進まないのはノズルの詰りではなく、溶融したフィラメントが枯渇するのである。つまり、送り出しが適切にされていないのだ。
つまり、積層出来ている状況は、ノズル内にある程度溶融しているフィラメントの蓄積分であり、新たな供給が行われない為なのである。
よって、送り出しの制御が適切に行われない(解像度が低い)と解釈している。
造形を中断して、強制的に吐出しを行うと、吐出しまでの空白の状況が見られるのである。かなりの長さの送り量が歯飛び等の蓄積によって不適切になっているのである。
現状では、このノズル内の溶融の蓄積分しか造形に活用できない状況であると考える。
この様な事から、新たなフィラメントの供給を行う手立てを模索しているのである。
CubeXでは、吐出しの準備をする処理があるので、これと似た様な動作を数層毎に擬似的に行う命令を挿入する必要がありそうである。
CubeXついでに、CubeXの造形でのGコードの制御では、移動の各所で吐出し量をコントロールするのではなく、吐出し量の速度を定義した後は、移動速度でコントロールするような方式であるので、吐出し量の制御の解像度の影響は個々の移動には現れないのである。
あと、SCOOVO StudioのSlic3rとCuraのGコードの例も載せておく。
層の切り替わり前後を掲載しているが、座標が少々ずれているのはご了承を。大きな違いは、エクストルーダーの制御がリセットされるか否かである。
| SCOOVO Studio Slic3r | Cura |
|---|---|
| G1 X73.704 Y73.780 F3600.000 G1 X75.064 Y72.420 F760.681 E2.90148 G1 F1800.000 E1.90148 G92 E0 G1 X79.660 Y73.459 F3600.000 G1 F1800.000 E1.00000 G1 X79.165 Y73.954 F507.121 E1.00614 G1 F1800.000 E0.00614 G92 E0 G1 Z4.050 F3600.000 G1 X77.003 Y78.179 G1 F1800.000 E1.00000 G1 X76.781 Y78.343 F507.963 E1.00529 G1 X76.473 Y78.509 E1.01202 G1 X76.055 Y78.680 E1.02069 G1 X75.689 Y78.802 E1.02809 G1 X74.738 Y78.928 E1.04652 G1 X73.787 Y79.084 E1.06503 G1 X73.468 Y79.111 E1.07118 G1 X73.312 Y79.103 E1.07417 G1 X72.622 Y78.962 E1.08769 G1 X72.216 Y78.771 E1.09630 G1 X72.073 Y78.673 E1.09964 G1 X71.519 Y78.142 E1.11437 G1 X70.909 Y77.643 E1.12951 G1 X71.542 Y77.334 E1.14303 G1 X71.774 Y77.092 E1.14947 |
G0 F3600 X77.69 Y76.82 G1 F1080 X78.51 Y75.99 E75.72049 G0 F3600 X75.11 Y78.69 G1 F1080 X75.04 Y78.76 E75.72238 G0 F3600 X73.70 Y78.69 G1 F1080 X73.41 Y78.97 E75.72988 G0 F3600 X71.34 Y77.50 G1 F1080 X71.18 Y77.66 E75.73401 ;LAYER:38 G0 F3600 X70.98 Y77.79 Z4.05 ;TYPE:WALL-INNER G1 F1080 X70.68 Y77.72 E75.73968 G1 X70.54 Y77.51 E75.74436 G1 X70.99 Y77.45 E75.75272 G1 X71.27 Y77.35 E75.75821 G1 X71.54 Y77.18 E75.76420 G1 X71.83 Y76.81 E75.77288 G1 X72.13 Y75.77 E75.79312 G1 X72.23 Y75.55 E75.79767 G1 X72.34 Y75.39 E75.80136 G1 X72.83 Y75.04 E75.81245 G1 X73.07 Y74.72 E75.81997 G1 X73.16 Y74.30 E75.82796 G1 X73.22 Y73.50 E75.84280 G1 X73.30 Y73.21 E75.84839 G1 X73.43 Y72.93 E75.85416 G1 X73.54 Y72.79 E75.85749 |
| Eの設定長さは層が変る度に初期化される | Eの設定長さは造形開始から継続されている |
さて、問題の原因は明確なので、この原因を緩和する為、直線距離の移動量が多く、螺旋指定?(Spiralize the outer contourを有効)にした物で造形をしてみた。
造形中は、吐出しの滞りが発生する事なく、歯飛びも当然起きていないので、フィラメントの供給は適時行われている。
吐出し量の制限が必要な状況であるが、積層(高さ10mm)が完了している。(単純な形状だが、単に積み上げるのではなく、開放口を広げる様な造形とした。)
 |
| 直線の移動距離が長い造形対象は積層が可能。 吐出し調整を行っていないので、はみ出しが多い。 x20のルーペでも1mm内に100層分がある事は確認できない。顕微鏡レベルである。 (私の目には0.025mmピッチの造形物の1mm内にx20のルーペで40層分がある事を確認できるのがぎりぎりっぽい。あとは感覚的な範囲になってしまう。) |
この結果から、吐出しの解像度が重要である事が推察出来るのである。また、本装置のままだと細かく移動する様な造形対象には小細工が必要なのである。(そのままの生成Gコードではダメ。)
積み上げるだけなら、まだ、細かくは出来そうであるが、やめておく。(多分、0.01mm厚位が肉眼での見た目で誤魔化しが効く範囲である。触感は0.001mm位が必要であるが。)
本当の利用は必要な部分で適正な積層厚にする制御であり、現状は手作業での編集が必要なのである。Curaでの生成Gコードではこれが難しい。エクストルーダの吐出し長さEの長さの連続性が崩れるのである。(何らかのスクリプトを作成しておく必要があるが、面倒だ!)
(2014/02/09)
そもそも機械的な公差を忘れていた。この様な組み上げらた製品の公差はよくて±0.01mm位だろうから、限界のピッチであるかもしれない。
(2014/02/10)
ピッチが制御出来ているかのテストであるが、ネジを回せば上昇する様なZ軸の制御なので、回転させるステッピングモーターの解像度次第の所があるので、あまり参考にはならないと思うが、コの字の図形を5mmで1mm上昇する様にずらした図形を造形してみる。
相変わらず、吐出しの問題を抱えているので、直線での図形で螺旋指定?(Spiralize the outer contourを有効)にして造形している。高さは2mmまでとした。
 |
 |
| オーバーハングがキツイ面がある上、ヘッドの熱で上は融けてしまっている。 | 今回は、ルーペ無しでも積層数が数えられる。 1mm内に20層分の造形跡が確認できる。 撮影には、エクステンションチューブを使い、マクロ撮影が得意なレンズを使用。三脚で安定化を図る。 |
後、Curaでは吐出しの小細工が難しいので、Curaでの生成コードを参考に、Slic3rでのスライスに切り替えようと思う。こちらは、層毎にノズルのリフトやフィラメントを余分に吐出す設定がある。
(2014/03/24)
Cura V14.03で『Z hop』が追加され、リフト動作が可能になっている様だ。
(2014/02/15)
エクストルーダの解像度の問題を指摘したが、現実には溶融温度と造形での移動速度に依存すると思われるので、簡単なイメージのグラフを示しておく。
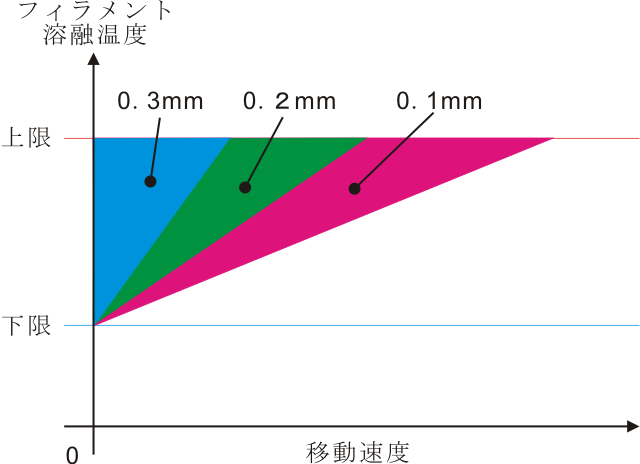 |
このイメージのグラフが示すのは、造形ピッチが0.1mm以上では、フィラメントの溶融温度の下限・上限での利用が出来るが、ピッチが大きくなるほど、移動速度を遅くする必要がある事を表している。
これは、ビッチが大きくなるほど吐出す量を増やす必要がある為で、温度を高くするか移動速度を遅くする必要がある為である。
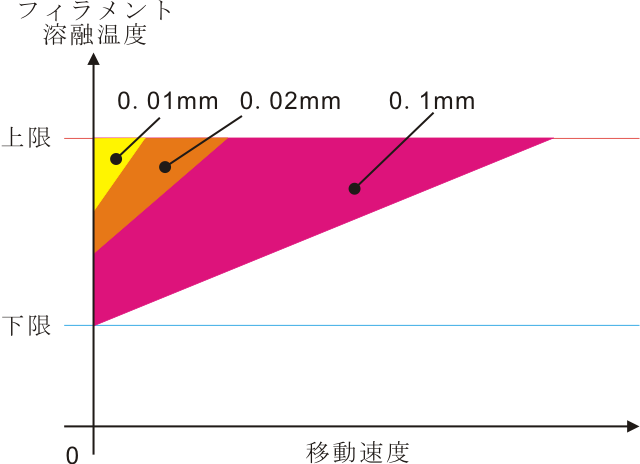 |
また、このイメージのグラフが示すのは、造形ピッチが0.1mm以下では、フィラメントの溶融温度の上限は変らないが、下限はピッチが小さくなるほど上昇し、ピッチが小さくるほど、移動速度を遅くする必要がある事を表している。
ピッチが小さくなると、吐出す量が少なくて済むのであるから、上記の考え方からすると、より移動速度が速く出来る範囲のピッチもあるかもしれないが、溶融温度の下限がピッチが小さくなるほど上昇するのは、積層厚が薄いためノズルの先端部分の温度が積層する造形物に熱を奪われやすい為の現象と捕らえて欲しい。同様に、移動速度を下げなければならないのも同じ理由である。
このような範囲であれば、歯飛びが発生しなく、吐出しの滞りが発生しないので、造形が中断する事無く行う事が出来ると思われるのである。しかし、造形できる範囲内である場合に限る。
(2014/02/03)
まだ、使い始めて間もないので音を上げる訳には行かないのだが、Slic3rの造形レベルにはなかなか近づかない。やはり、設定できるパラメーターが少ない性か。
ここは粘って、いい所を見出したいものである。
所で、Curaの簡易設定で造形を行ってみたのだが、ノーマルクオリティー(0.1mmピッチ)とハイクオリティー(0.06mmピッチ)の両方とも満足行くレベルではなかった。
何処かに設定値の保管場所があると思うので、どの様な設定になっているのか確認する必要がある。
(プログラムのコード内に定義がある様で、プログラムインストール先のCura/gui/simpleMode.py?内で定義の一部の記載がある。その他、Start/End-GCodeの定義も別途ある様だ。)
Curaであるが、スライス(バックグランドで行われる)の処理速度は割りと高速で、利用するには快適な環境である。
(2014/02/04 立春)
Curaの設定だが、Slic3rの様に最外形つまり造形表面の造形速度のみを遅くする様な設定が見当たらないので、品質を向上させるためには外形軌跡全てにおいて、造形速度を遅くする必要がある様だ。これは、造形時間の増大に繋がるのであまり好ましく無いが仕方がない。他の部分で時間を短縮出来る様な工夫が必要である。また、外形厚も出来る限り薄くする様な処置も施しておくべきだろう。
(2014/02/05)
少々早いが、Curaの追い込みに限界を感じ、お手上げ状態である。(残念無念)
そもそも、Curaの生成コードは肉厚になる傾向があり、この装置特有のネジ跡が目立つ状況が強調される造形しか出来ない様である。
よって、適当な所で我慢して造形確認用(スライス時間が短く造形速度が割りと速いので時間短縮)に利用する事とし、品質を追及する場合はSlic3rを使用する事にする。
(2014/02/05)
Curaには印刷操作側に外形の速度のコントロールがある様で、外側の壁、内側の壁、中味、サポートの四種類の速度の割合を変更できる操作が出来る様である。
その他、カメラによる撮影機能がある。
(2014/03/24)
Cura V14.03にて、内外の側の壁の造形速度が個別に設定出来るようになっている様である。
(2014/05/30)
恥かしくて記述するのをやめていたが、同じような間違いをしてドツボにはまっている方がいるので。
CuraでスライスしてGコードを作成するまでは良いのだが、そのGコードをSCOOVO Studio(Repetier-Host)に読み込んで造形する場合、吐出し量を弄るとろくな造形結果が得られないので、やめるべきだ。餅は餅屋で、そのスライサーに合ったものを利用しよう。
私は、このおかしさに気づくのに丸一日を要してしまったが、気づけない方もいる様なのである。(装置のC170に問題ありだと判断してしまうようで。)
基本、それ以前に造形出来るベースを確立していないと、他のスライサーの比較など出来ない。
Gコードといっても、似て非なるものもあるので、扱いには注意が必要である。また、コードとして不足する部分もあるから、必ず合わせ込みする作業が必要になる筈である。
(2014/02/03)
装置の造形テストの様なサンプルである。
とりあえず、造形限界近くの高さ174mm(Z方向に1.45倍拡大)の物にしてCuraにて0.1mmピッチで造形してみる。
Curaのスライスでは、細い部分も円を描くようにデータが生成されるので、高くなるにつれ造形物とのズレが生じて途中から螺旋状になって最後まで造形されている。
他への位置移動が無いので、造形が継続出来ているが、自立して形状が維持できているのは、細い所で10mm程度の所までである。
尚、SCOOVOのスライサーであるSlic3rでは、スライスデータが円を描かずに、吐出しの増減のみで生成されるので、位置の移動が最小限となり、吐出しが旨くいけば垂直に積み上げられる状態である。
小生のSilic3rの設定では、吐出しが途中で目減りして行き、40mm程度の所で造形が滞ってしまっている。よって、この手の造形では吐出し量を増量する必要がある様だ。
内容的には、スライサーのテストと装置の高さ方向での位置(X,Y,Z)ズレならびに吐出し量の制御テストの様な感じである。
| Cura 0.1mmピッチ | SCOOVO Studio Slic3r 0.2mmピッチ | |||
|---|---|---|---|---|
 |
 |
 |
 |
 |
| 造形途中 10mmを超えると既に、螺旋状になり始め、造形し続ける |
造形完了 とりあえず、途中で途切れずに最後まで造形 |
造形途中 レイヤチェンジ毎に吐出し戻し処理がされるので、引っ張られて痩せている |
造形途中 吐出しが滞り、140mm付近で造形が途切れる |
造形完了 途中で吐出しが滞っていた部分で折り曲がる 約130mm迄は自立状態 |
http://www.thingiverse.com/thing:240384 0.1mmピッチにて。 こんな感じ。 (2014/06/14) Cura 14.01にて0.1mmピッチ フィラメントは3Dcreators ABS ネイビー  とりあえずほったらかしで、今はこの程度 |
小生のSlic3rの設定では、retract_layer_change = 1にしているので、レイヤチェンジがある度に吐出し戻し処理がある為、少々痩せ気味に造形される。 多分、無しにするともう少し太めに造形されるはずである。 こちらのretract_length = 1の方が影響している様である。 |
|||
(2014/02/01)
少々危険ではあるが、とある200℃で溶融し造形出来ると噂のABSの透明のフィラメントを使用してみた。
噂どおり、200℃で十分溶融するようで、SCOOVOで使用する純正のPLAと同等位の溶融温度で造形が可能である事を確認した。(実際に造形してみた。)
だが、流石にABSであるので、反りの問題が顕著に発生する上、試したABSの透明のフィラメントは意外と柔軟性がなく硬くて脆い様である。
造形後は、温度が下がらないうちに早々にフィラメントの入れ替えを行って、内部にABSのフィラメントが残らないようにノズル内の吐出しに留意した。
あくまで、試してみただけなので、同じような事はしないように。(最悪の事を想定して、別途、ノズルは追加注文している。)
残念であるが、造形サンプルの画像はなしである。
(2014/02/13)
一応、購入したABS透明のフィラメントの紹介をしておく。
購入したのは、Amazonで3Dcreators社製の3Dプリンター用ABSフィラメント 【1.75mm】【1kg】の透明/クリア\2,880である。(現状はこの色の選択肢が無いようだが。)
透明といいながら、造形すると半透明と言った所である。
造形比較を行うため、同一のGコードを利用して造形してみた。
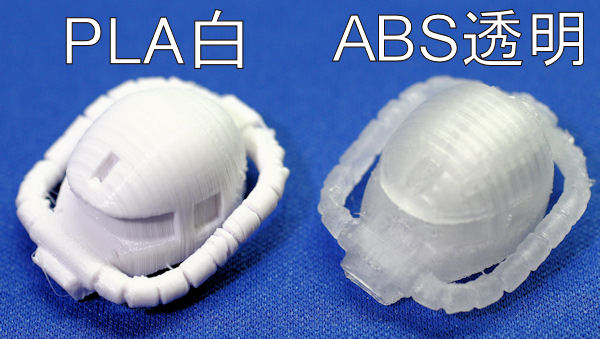
| 純正品PLA 白(左) 0.1mmピッチ 2.4g | 該当ABS 透明(右) 0.1mmピッチ 2.0g |
|---|---|
 |
|
 |
|
 |
|
| Curaでの造形設定にも慣れたが、まだまだ品質向上の手立てがありそうである。 | フィラメントの径が1.75mmであるので、同一造形データであるので、より引き締まった造形となるが、問題なく造形出来る事が確認できる。 ABSであるので、反りの問題や造形中も積層物が柔軟に揺れ動くなどの課題もあるが、同一の温度設定で造形できるので利用し易い。 (2014/02/14) こちらのABSのフィラメントの使用時は、もう少し溶融温度を下げるべきだろう。 純正品のPLAのフィラメントは、やはり怪しい。 |
この事からも、ほぼ同一の溶融温度設定を利用できるフィラメントであれば利用が可能であると思われるが、メーカーが保証しないので自己責任で対応して欲しい。(私も責任は取れないので、あしからず。)
(2014/02/25)
少々溶融温度が低い性か、積層間の結合が不完全で、結構剥離し易い状態である。特にサポート材を生成する様な場合は、造形中に簡単に折れてしまう。プラットフォームから取り外す時も注意しないと、造形物が積層間で剥がれてしまう。
(2014/01/26)
なんか造形比較する様で申し訳無いが、SCOOVO C170での造形のサンプルとして載せておく。意外とサイズが小さいデータであったので、試してみた。
追い込みをしていないので、造形品質はイマイチである。某サイトの造形サンプルの出来の良さと比べると情けない情況ではある。
比較の為、サポートありで造形しているが、本来なら無しで造形できる状態を模索したい所である。(もっと傾ければ最小のサポートで済みそうであり、品質も向上できる。あと、この様な小さいものの場合は、隣接に同じ高さのダミーの造形物を追加造形しておくと良い。)
サンプルは同梱のPLAの白のフィラメントを使用し、0.1mmピッチ、中味は30%、サポートありで造形している。SCOOVO Studioの『かんたん設定』を使用しているが、設定値は弄くっている。
 |
 |
 |
品質云々を除けば、これ位のものなら造形可能である。(最新のSlic3rのバージョンだともう少し品質が良い。)
(2014/01/31)
Cura 14.01での造形データ生成での造形サンプルである。まだ、設定が分らない点があるので、こんな状況ではある。
尚、ヒーターが破損して、変わりに純正品ではない、12V40Wのヒーターを入手して試しに造形したサンプルでもある。
 |
|
 |
 |
| Curaの造形であるが、その動作軌跡はCubeXでの造形を思い浮かべる程、似た動作である。また、同様に太り気味で造形される。(Cura:2.6g、Slic3r:2.3g) | |
(2014/01/13)
現在までに造形したピッチサンプルを紹介しておく。
追い込みをほぼ完了しているものからまだまだな物も存在するが、提供外の造形ピッチでの造形の可能性の一旦である。
本来ならノズルの径も小さくして行くべきなのであろうが、装置付属の0.35mm?のノズルでの造形能力と判断して欲しい。
 |
 |
 |
 |
 |
| 追い込みがほぼ完了しているものは、0.1mmピッチと0.05mmピッチである。 0.075mmピッチは初めての造形。 0.025mmピッチはなかなか良い条件が見つかっていない。また、初めて造形したものの方がまだましな状態である。 尚、0.1mmピッチ意外は全て強制冷却を行っている。 |
(2014/01/09)
造形データ生成では、Repetier-Hostの最新版を使用しSlic3rのスライサーのバージョンアップでの設定項目増加によるG-Codeの生成精度の向上の恩恵と、造形時の冷却用ファンと暫定的に設置した冷却用ダクトのおかげで、0.025mm(25μ)ピッチの積層は安定して造形出来ているが、造形品質はあまり良い状態とはいえない状況である。
最新のSlic3rは処理速度が向上し、条件を変えての最適なG-Code生成獲得作業の効率が上がり、目標とするG-Codeへの追い込みが短時間で得られるようになった。
(2014/01/07)
あけまして、おめでとうございます。
新年早々であるが、0.01mm(10μ)ピッチの造形は、吐出しが思うように出来なく積層が進まない上、蓄熱の問題も有り、抜本的な対策と発想の転換が必要と判断し、このピッチの造形は当分お預けとする。
他のピッチとの合成で一部に使用する等の使用方法を模索する事にする。
(2013/12/28)
年内の造形挑戦はここまで。
来年は、0.01mm(10μ)ピッチの造形確認から始めようと思う。波乱な年になりそうだ。冷却ダクトの設計もしなければ!
ある程度の知識が必要である事は否めないのが、現状の造形装置である。私も含めてだが、心して当たるべきだ。無闇にメーカーの所為にしてはいけない。
では、良いお年をお迎え下さい。
(2013/12/27)
昨日の造形では、壁の造形数を多くして最外形の形状を保とうと考えたのだが、余計に蓄熱し外形が変形する状況が出てしまった。
本日は発想を逆転させて、外形の壁の造形数を最も少なく(1軌跡のみに)し、更に外形を強制冷却する為、USBファンを装置内に設置して蓄熱が起こらないように気を配ってみた。また、造形速度を決定している部分では、フィラメントの設定項目にも冷却関連で速度を変更する部分がある事を見逃していて、この速度が造形速度よりも速い設定であった為、その閾値内の部分では速度が余計に速くなってしまっていた為、品質が悪化した原因である事も分った。この点も適正な値を設定している。
造形状況であるが、サポートが必要だと思われた部分は、確実に冷めている為、支えが無くても形状を保っている様である。
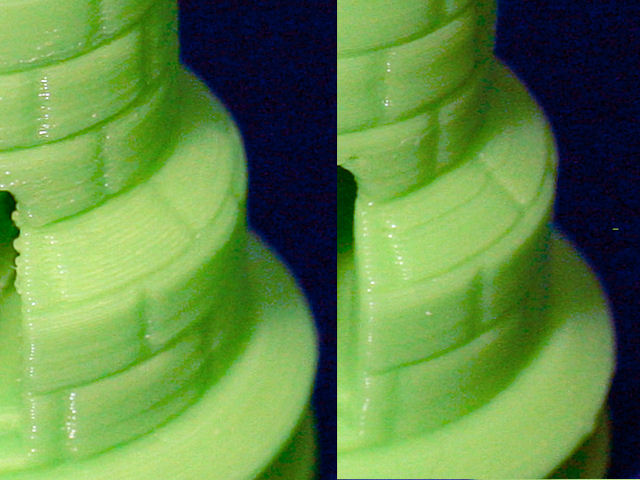
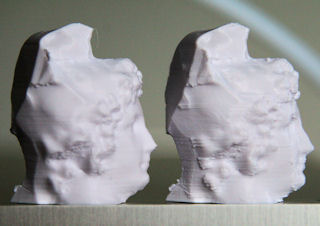
| 0.05mm(50μ)の造形結果 左が0.1mmピッチ、右が0.05mmピッチ |
|
|---|---|
 |
 |
 |
 |
  |
うまくいっていると思ったが、そう見えていたのはファンの風が当たっていた左側の顔だけで、右側は悲惨な状態であった。また、外形が一軌跡分だと強度不足の為、中味の形状の影響が表に出てしまう問題もある。 鼻の出来は今までの造形の中で最も良い状態であるけれど、冷却効果に偏りがある状態となってしまった。 次回は、顔の正面にファンの風が当たるように配置角度を変更しようと思う。 この結果からすと冷却は少なくとも左右の二箇所以上から行うようにした方が良い事が分った。 そういえば、二方向からの冷却用ファンを備えたと謳う造形装置が発表されていたっけ。 |
造形パラメータ変更にて、再挑戦。
| 0.05mm(50μ)の造形結果 左が0.1mmピッチ、右が0.05mmピッチ |
|
|---|---|
 |
 |
 |
 |
  |
外形を二軌跡にて造形し、造形物の強制冷却を行った物。 ほぼ、0.1mmピッチと同等の造形に近づけた。 0.05mm(50μ)ピッチのパラメータの追い込みはこの程度にしておく。 |
(2013/12/25)
造形ピッチ0.025mm(25μ)が可能な事が明確になったので、余裕のある造形ピッチ0.05mm(50μ)に挑戦してみる。
(2013/12/26)
少々、パラメータの追い込みに時間を要している。希望する品質を追い求めているので、満足行く結果を得るのに手間取っているのだ。
Slic3rの設定の勉強も兼ねているので、色々と弄くっている。
この造形ピッチでの造形では、造形物本体の蓄熱が激しく、造形物の強制冷却を必要とする状況がみられる。造形している季節が冬なので室温はそれ程高くはないが、夏場での造形では、強制冷却が必要になるだろう。
造形ピッチを詳細にして行くと、この様な対策も品質向上の為に考慮する必要がある様だ。強制冷却用のUSBファンも準備して置こうと思う。
| 0.05mm(50μ)の造形結果 左が0.1mmピッチ、右が0.05mmピッチ |
|
|---|---|
 |
 |
 |
 |
| 追い込みをした割には、あまり良い結果が出ていない。0.05mmピッチではサポートが必要な範囲が増加するようである。サポートなしで造形しているが、限界がありそうだ。 造形品質は、0.1mmピッチの方が良い結果である。 造形品質を求めるには、造形ピッチが0.05mmと0.1mm間にあるのか、それとも0.1mm以上の範囲にあるのか? |
|
(2013/12/24)
ある程度、パラメータの追い込みが見えたので、思い切って造形ピッチ0.025mm(25μ)に挑戦してみる。造形結果が出るのが9時間後なので、明日の報告になるが、造形装置は問題なく造形を行っているようである。造形品質上の問題はあるだろうが、装置としては、まだ余力がありそうである。多分0.01mm(10μ)位はいけそうな状況だ。但し、それだけ細かくしても特にメリットがあるとも思えないけれど。時間と無駄な電力ばかりが消費されるだけである。また、ネジ跡が消えるわけでもない。
先ずは、明日の報告画像に期待を。
| 0.025mm(25μ)の造形結果 左が0.1mmピッチ、右が0.025mmピッチ |
|
|---|---|
 |
 |
 |
 |
| 初めての0.025mm(25μ)ピッチの造形としては良く出来た方だが、溶融温度が高めである事や吐出し速度が速いため、表面が荒く膨らみが出てふくよかに造形されている。 溶融温度や吐出し速度の設定としては余裕がある範囲なので、0.025mmピッチの造形は実現可能な範囲と考える。 造形ピッチに関しては、上下の移動ネジのピッチが細かい為(上下の移動速度が遅い欠点があるが)、制御に余裕がある様で、精度上の問題や樹脂の溶融最低温度の限界、吐出し能力等の限界などから、造形ピッチの限界は0.01mm(10μ)位だと想像する。 安定して造形出来る範囲は、0.02mm(20μ)位だと思われる。 最近のパーソナルなFDM方式の最小造形ピッチが25μを謳うものが出始めているが、本装置でも実現可能な範囲と考える。 |
|
(2013/12/24)
造形のパラメータ設定の追い込みその1。
| 左が修理調整直後の造形物、 中央が条件の追い込み後の造形物 右がCubeXでABSグレーでの造形物 何れも0.1mmピッチ |
コメント |
|---|---|
 |
条件の追い込みにより、鼻の出来が良好になる。 髪の毛のカールもより明確になった。 |
 |
|
 |
(2013/12/22)
修理調整上がりの装置の造形確認パート2。
 |
 |
|---|---|
| 左が前回の造形物、右が修理調整後の造形物 多少の変化はあるが、細部の造形はあまり変らない。 |
|
(2013/12/22)
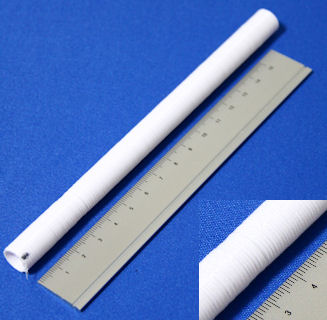
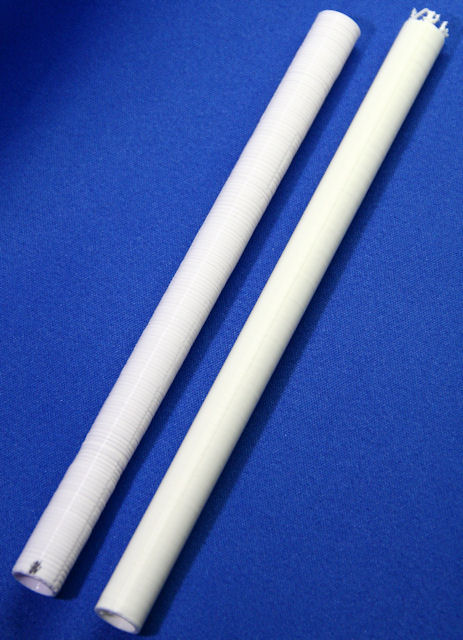
修理調整上がりの装置の造形確認。下記同様のパイプ(中空円柱)を造形してみた。
『かんたん設定』で造形ピッチ0.2mm 10% サポートなし、ラフトなし、同梱のフィラメントのPLA 白を使用し、造形時間は2時間45分程。
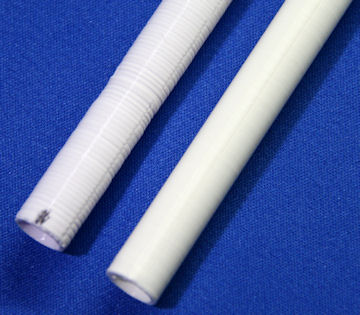
前回より歪が少なくなったが、ネジの刻み跡は僅かながら造形面に現れる。
とりあえず、高さが175mm迄の物で造形出来る事が確認できた。(仕様どおりである)
 |
左が前回の造形物 中央が今回の修理調整後の造形物 右がCubeXでの造形物(比較用) 調整修理後は、造形面が直線化していて、ネジの歪が解消されている事が確認出来る。 ネジの跡は僅かながら現れるが、かなり目立たなくなっている。 しかし、CubeXの造形物と比較するとまだまだ目立つといえる。 |
 |
|
| 上が前回の造形物、下が今回の修理調整後の造形物で高さ175mmで造形。全体としての歪も解消している。 | |
(2013/11/24)
造形高さの確認の為と、造形状況の確認の為、高さ170mmの直径12mmのバイプ(中空円柱)を造形してみた。
STLデータ(圧縮してあります。)
『かんたん設定』で造形ピッチ0.2mm 10% サポートなし、ラフトなし、同梱のフィラメントのPLA 白を使用し、造形時間は2時間40分程。
ご覧の通り、立派なネジが出来上がる。すごい精度である。(本当は円柱のパイプなのだがな〜 )
とりあえず、高さが170mm迄の物であれば、造形出来る事が確認できた。(あと5mmは余力という事にする。)
注) 『かんたん設定』の参照定義ファイルはインストール時のものから既に変更してある。特に造形スピードが-5ほど、温度は+5、ランダム造形無し、開始時の一時待機スピードF200などである。
 |
  |
(2013/11/25) 個人的な感想であるが、機械的な精度を求めるがあまり、装置そのものの状況を描いてしまうのは、皮肉である。 多分、位置管理の許容範囲を極端にしてしまった結果と推測する。 本来であれば、機械には誤差があるので、この誤差をコントロールする事がノウハウなのである。 機械に精通した方が対応していれば、こんな極端な現象は出ないと思うのだが、誤差を作り出すのも職人の腕なのである。 デジタルな状況に浸かりすぎて、アナログ的なあいまいさを蔑ろにしているのであろう。 多分、この問題は、解決可能な範囲と思われる。 一般に、機械物には、「あそび」が必要で、これが精度に重要な役割を果たす。また、この「あそび」が適切に設定出来るのが職人芸なのである。 |
| ネジを造形している訳ではない。歪ませている訳でもない。 Z軸の二本のネジの歪が相関して造形面を描いている。 |
||
 |
 |
 |
 |
 左側がSCOOVO C170調整前の造形物 右側がCubeXでの0.1mmピッチでの造形物 CubeX側ではフィラメントが造形途中で無くなってしまったので、上部が不完全な状態である。 CubeXでも多少は造形ムラ(装置の歪や精度のバラツキ)があるが、SCOOVO C170の様な極端な出方ではない。 |
|
(2013/11/20)
フィラメントの供給滞りが概ね改善されたので、思い切って長時間造形に挑戦。
『かんたん設定』で造形ピッチ0.1mm 30% サポートなし、ラフトなし、同梱のフィラメントのPLA 白を使用し、造形時間は5時間40分程。
サポート無しとする為、下部をカットして2分割して造形。
造形上での問題点として、造形面の仕上がりの悪さは相変わらずだが、本来ならABSで出るような縮みが見られる。造形としては部分的な穴や亀裂のような造形跡である。また、不完全な形状生成が見られる。これは、装置内の温度を上げるか、フィラメントの溶融温度を上げるかでの対処しかなさそうであるが、現実では後者で対応するしかなさそうである。また、造形速度を遅くする必要があるだろう。
とりあえず、現状の『かんたん設定』での定義では、この程度の造形は出来そうである。(CubeXでの造形例)
そういえば、スライサーでG-codeに変換した時に、造形外に変なフィラメントの軌跡が一層分現れたが、亀裂部分の様だった気がする。
亀裂の発生要因は、もしかしたらスライサーのバグかもしれない。
http://www.thingiverse.com/thing:32276
 |
 |
 |
 |
 |
|
 |
 |
 |
| 左がSCOOVO PLAの白で 造形ピッチ0.25mm 密度は30% 17.9g 造形時間 4h15m |
右がCubeX PLAの白で 造形ピッチ0.25mm 中味は中間 19.7g 造形時間 1h40m |
コメント |
|---|---|---|
 |
CubeXとの造形比較として、0.25mmピッチを再度挑戦している。 上面の埋め方や細部の造形物の再現等を行う為、造形条件の追い込みを行いほぼ終えたものである。 結果からいうと吐出し量が少なく痩せ気味に造形されるのは改善出来ていないが、ほぼ同レベルの造形を再現出来ていると思う。 しかし、造形時間は倍以上となってしまった。 今回は、前回の反りの問題があったので、最初の層に縁を付けての反り防止を施しての造形となる。この為、反りは前回の造形物から比べると目立たない状況となっている。 とりあえず、これでCubeXでの0.1mmと0.25mmの造形ピッチのバックアップとして利用できる状況とする。(やっぱり無理があるかな?) 尚、Slic3rの設定の勉強には役立っている。 |
|
 |
||
 |
||
 |
||
 |
||
| 左がSCOOVO PLAの白で『かんたん設定』 造形ピッチ0.2mm 密度は30% 19.4g |
右がCubeX PLAの白で 造形ピッチ0.25mm 中味は中間 19.7g |
コメント |
|---|---|---|
 |
共にPLAの白であるが、明らかに色の違いがある。 SCOOVOに同梱のものは純白で、CubeXのものは乳白色。 SCOOVOの造形結果であるが、『かんたん設定』では、上面の埋め方が不完全であるが、底はかなり良い状態である。 外形や穴の再現は非常に良いが、少々痩せ気味で、部分的には造形物の再現が損なわれる状況がある。 この結果からすると、CubeXの方が適切に造形物を再現しているので、SCOOVOの『かんたん設定』での設定の見直しが必要に思われる。 本来なら、同一の造形ピッチで比較したかったが、『アドバンス設定』で0.25mmピッチの造形を試したが、少々速度が速くて、造形物を完成させる前に、不具合が出て、造形物を得ることが出来なかった。定義を修正して再挑戦するつもりである。 造形時間であるが、造形ピッチが異なる為、比較にならないが、SCOOVO側が2時間40分(75層)、CubeX側が1時間40分(60層)である。 一層当たりでみると、SCOOVOはCubeXに比べて、30%ほど遅いが、中味の埋め方の違いがあるので、微妙なところである。 造形物の出来で気になるのが、SCOOVO側の造形物の底面の反りである。 四隅とも反り上がっている。 CubeXではABSで見られる現象なのだが、SCOOVOではPLAでも出てしまっている。 造形時には、定着を考慮して、縁(Brim)の利用が必須かもしれない。 また、SCOOVOの側面の造形の出来はとても良いとは言えない。 本来なら造形面は出来が良いはずなのだが、不思議である。もしかすると、機械的な精度に原因があるかもしれない。 |
|
 |
||
 |
||
 |
||
 |
||