 |
|
| 何処かで定義があるのだろうが、以下の様なピッチ設定がされる | |
| High quality print | 0.06mmピッチ |
| Normal quality print | 0.1mmピッチ |
| Fast low quality print | 0.2mmピッチ |
作成開始 2014/01/31
目次
1. 操作環境
2. 造形装置設定
3. 造形設定
4. エキスパート環境設定
5. 造形制御
6. プラグイン
その他のスライサー
Slic3r
Skeinforge
KISSlicer
スライサーの違い
内部の埋め方
スライサーの設定項目比較
操作環境には二つのモード画面を持つ。
1.1 簡易設定画面
設定関係はインストール先のCura/util/profile.py?やCura/gui/simpleMode.py?、Cura/current_profile.ini等に記載がある。
|
|
| 何処かで定義があるのだろうが、以下の様なピッチ設定がされる | |
| High quality print | 0.06mmピッチ |
| Normal quality print | 0.1mmピッチ |
| Fast low quality print | 0.2mmピッチ |
1.2 フル設定画面
 |
 |
|||
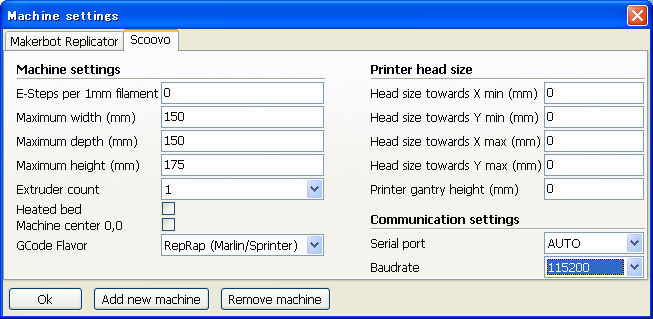
| Machine settings | E-Steps per 1mm filament : 1mmの線材の吐出しのEステップ数の設定値 0 : デフォルト その他 : 指定数 |
Printer head size | Head size towards X min (mm) : 設定値 |
| Maximum width (mm) : 最大幅の設定値 | Head size towards Y min (mm) : 設定値 | ||
| Maximum depth (mm) : 最大奥行きの設定値 | Head size towards X max (mm) : 設定値 | ||
| Maximum height (mm) : 最大高さの設定値 | Head size towards Y max (mm) : 設定値 | ||
| Extruder count : エクストルーダの数を選択 1/ 2 / 3 / 4 |
Printer gantry height (mm) | ||
| Heated bed : ヒーテッドベッドの有効スイッチ | Communication settings | Serial prot : シリアル通信ポート選択 Auto / COM? |
|
| machine center 0,0 : 装置センターを(0,0)とするスイッチ | Baudrate : 通信速度選択 Auto / 250000 / 230400 / 115200 / 57600 / 38400 / 19200 / 9600 |
||
| GCode Flavor : ファームウエアタイプを選択 RepRap(Marlin/Sprinter) / UltiGCode / MakerBot V14.06で以下追加 RepRap(Volumetric) / BFB / Mach3 BFBはCubeX仕様の様だ。 |
|||
| Machine settings | settings | 設定項目 |
|---|---|---|
| Build area shape ベッド形状 |
Square / Circle |
四角 / 円 |
一般に、最初の層と次の層では造形温度を変更する様な設定があるが、このCuraにはない。また、最初の層の幅の拡大関係もない。
| タブ | 操作パネル | 解説 | ||
|---|---|---|---|---|
| Basic 基本設定 |
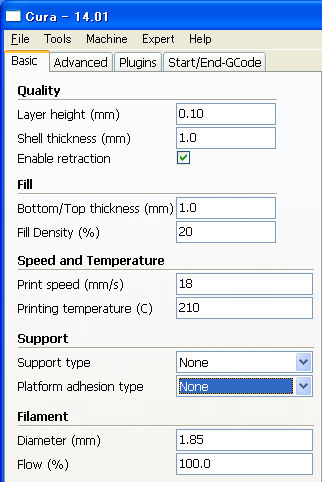 |
Quality 品質 |
Layer height (mm) : 造形ピッチの設定値 | |
| Shell thickness (mm) : 外形の厚みの設定値 | ||||
| Enable retraction : 吐出しの戻し有効スイッチ | ||||
| Fill 充填 |
Bottom/Top thickness (mm) : 底と上部の充填の厚みの設定値 | |||
| Fill Density (%) : 充填率の設定値 中味の形状は45°の格子状のものを一層単位で作成。他の形状は択べないが、発生と造形軌跡は安定している。 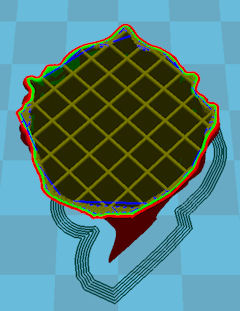 |
||||
| Speed and Temperture 速度と溶融温度 |
Print speed (mm/s) : 造形速度の設定値 | |||
| Printing temperature (C) : 造形温度の設定値 | ||||
| Support 支持材 |
Support type : サポートのタイプ None : 指定なし Touching buildplate : ビルドプレートに接触するように作成? Everywhere : 必要な場所全てにサポート作成 |
|||
| Platform adhesion type : プラットフォームとの定着タイプ None : 指定なし Brim : 縁を作成 Raft : ラフトを作成 |
||||
| Filament 線材 |
Diameter (mm) : フィラメントの線径の設定値 | |||
| Flow (%) : フィラメントの吐出し量の割合の設定値 | ||||
| Advanced 高等設定 |
 |
Machine 造形装置 |
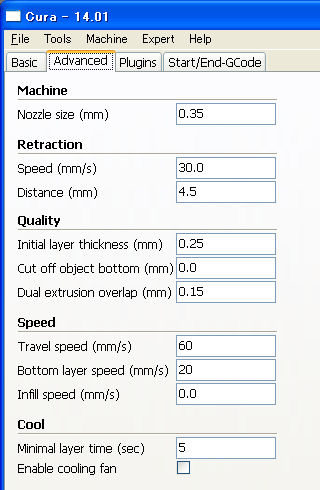
Nozzle sine (mm) : ノズルの径の設定値 | |
| Retraction 吐出し戻し |
Speed (mm/s) : 吐出しの戻し速度の設定値 | |||
| Distace (mm) : 吐出しの戻し長さの設定値 1.0mm位がSCOOVO C170での動作安定値 |
||||
| Qyality 品質 |
Initial layer thichness (mm) : 最初の造形層の厚みの設定値 | |||
| Cut off object bottom (mm) : 多分、造形物の底の切断距離の設定値 | ||||
| Dual extrusion overlap (mm) : 多分、造形物との重複距離の設定値 | ||||
| Speed 造形速度 |
Travel speed (mm/s) : ヘッドの移動速度の設定値 | |||
| Bottom layer speed (mm/s) : 多分、底の層の造形速度の設定値、基本の造形速度より遅くすべき | ||||
| Infill speed (mm/s) : 中味の造形速度の設置値 0.0 : 多分、造形速度と同じにする その他 : 設定した速度で中味を造形、一般には外形の造形速度より早めにしたほうが効率がよい |
||||
| V14.03追加 | Outer shell speed (mm/s) : 外壁造形速度の設定 0.0 : 多分、造形速度と同じにする その他 : 設定した速度で外壁を造形 |
|||
| Inner shell speed (mm/s) : 内壁造形速度の設定 0.0 : 多分、造形速度と同じにする その他 : 設定した速度で内壁を造形 |
||||
| Cool 冷却 |
Minmal layer time (sec) : 閾値として最小の層造形時間の設定値 | |||
| Enable cooling fan : 冷却用ファンの動作指示スイッチ | ||||
| Plugins プラグイン設定 |
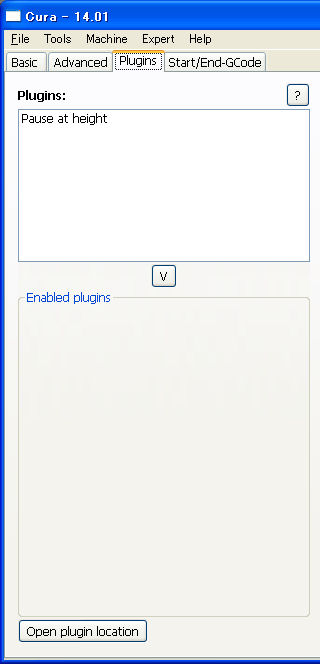 |
V14.03には、Tweak At Z 3.1.1がリストに追加 | ||
| Start-GCode 開始Gコード設定 |
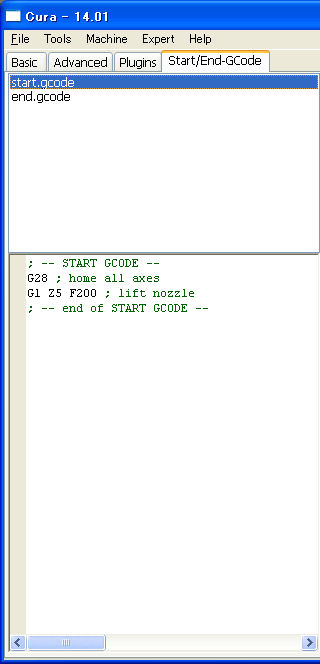 |
とりあえず、SCOOVO C170の設定を入れてみた。 (2014/04/04) SCOOVO C170での利用の場合、次の記述も加えておくべきである。 G92 E0 ;zero the extruded length また、ノズルのリフト速度は"F100"にした方が良いようだ。
|
||
| End-GCode 終了Gコード設定 |
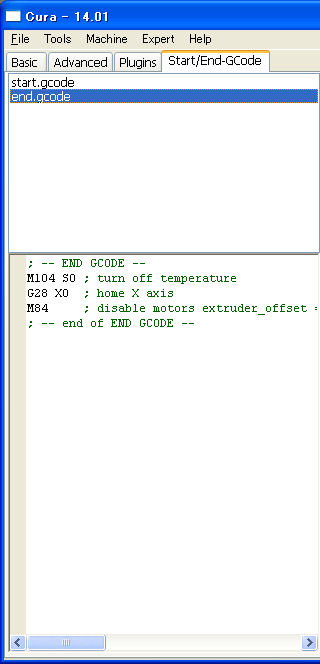 |
とりあえず、SCOOVO C170の設定を入れてみた。 (2014/04/04) SCOOVO C170での利用の場合、この設定だけでは、待機位置には移動しないので、追加の移動指示等が必要である。
|
||
 |
|||
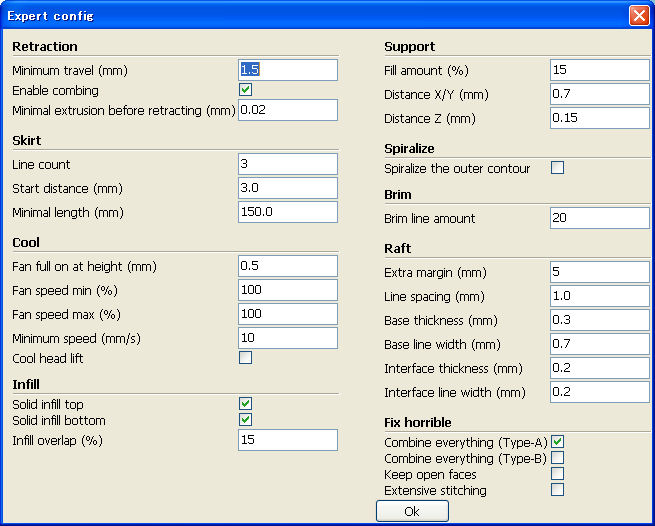
| Ratraction 吐出し戻し |
Minimum travel (mm) : 最小移動距離の設定値? | Support 支持材 |
Fill amount (%) : 充填率 |
| Enable combing : 結合有効スイッチ? | Distance X/Y (mm) : 造形物からのX/Y距離の設定値 | ||
| Minimal extrusion before retracting (mm) : 吐出し戻し後の最小吐出し距離の設定値? | Distance Z (mm) : 造形物からのZ距離の設定値 | ||
| V14.03で追加 | Z hop when retractiong (mm) : 吐出し戻し時にZ軸(ヘッド)を上昇させる設定値 | V14.03で追加 | Structure type : 生成タイプ選択 Grid / Lines : グリッド / ライン |
| Overhang angle for support (deg) : サポートのオーバーハング定義角度の設定値 | |||
| Skirt スカート |
Line count : ライン本数の設定値 | Spiralize 螺旋? |
Spiralize the outer contour : |
| Start distance (mm) : 開始距離の設定値 | Brim 縁 |
Brim line amount : 縁の発生ライン数の設定値 | |
| Minimal length (mm) : 最小長さの設定値 | Raft ラフト |
Extra margin (mm) : 増分する端の設定値 | |
| Cool 冷却 |
Fan full on at height (mm) : ファンのフル回転高さの設定値 | Line spacing (mm) : 線のスペース値の設定値 | |
| Fan speed min (%) : ファンの回転速度の最低値の割合の設定値 | Base thickness (mm) : ベースの厚みの設定値 | ||
| Fan speed max (%) : ファンの回転速度の最高値の割合の設定値 | Base line width (mm) : ベースの線幅の設定値 | ||
| Minimum speed (mm/s) : 最小造形速度の設定値 | Interface thickness (mm) : 接続厚の設定値 | ||
| Cool head lift : 冷却時のヘッドの上昇指示スイッチ | Interface line width (mm) : 接続線幅の設定値 | ||
| Infill 充填 |
Solid infill top : 上部の充填有効スイッチ | Fix horrible 震えの固定? |
Combine everything (Type-A) : 全てにおいて結合タイプA有効スイッチ? |
| Solid infill bottom : 低部の充填有効スイッチ | Combine everything (Type-B) : 全てにおいて結合タイプB有効スイッチ? | ||
| Infill overlap (%) : 充填のオーバーラップ率の設定値 | Keep open faces : 開放面を維持有効スイッチ? | ||
| Extensive stitching : 広大なステッチ有効スイッチ? | |||
※ Cura V14.03からは、簡易的なプリント制御(Print指示と造形進行状況表示のみ)の為、以下の様な各種操作が出来なくなっている。
| タブ | 操作パネル | コメント |
|---|---|---|
| Temp 温度管理 |
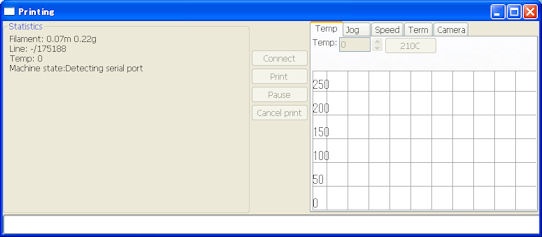 Statistics : 統計情報(造形物の状況と動作状況のフィードバック) ・Filament : フィラメントの使用長さ(mで小数以下2桁)および重量(gで小数以下2桁) ・Line : 造形中のライン番号およびライン総数、造形割合(%) ・Hieght : 造形高さ(mm単位で小数以下1桁までの表示で、以下は切り捨の様である) ・Print time : 造形時間(時:分) ・Print time left : 予測造形終了時間からの残り時間(時:分) ・Temp : 温度(C 小数以下1桁までの表示) ・Machine state : 動作状況 操作ボタン ・Connect : 接続ボタン ・Print : 印刷ボタン ・Pause : 一時停止ボタン ・Cancel print : 印刷中止ボタン ・Error log : エラーレポートボタン(前回の造形状況の報告関係、無ければ表示されない) 造形進捗状況表示(棒グラフ) |
Temp : 溶融温度の設定 温度変化のグラフ 温度変化の時間経過表示 |
| Jog 装置制御 |
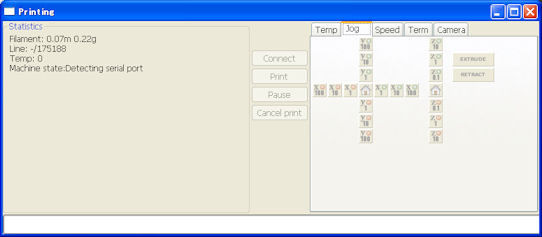 |
X-Y移動とホームポジション Z移動とホームポジション 吐出し(溶融温度にて動作) 吐き戻し(溶融温度にて動作) |
| Speed 速度管理 |
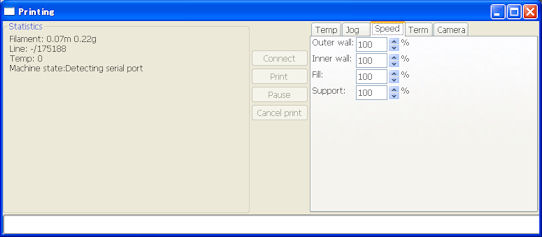 |
この速度管理で造形の品質を制御する様である。 外壁造形速度の割合 内壁造形速度の割合 内部造形速度の割合 支持材造形速度の割合 |
| Term 応答状況 |
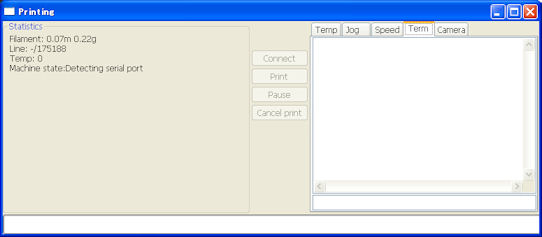 |
Gコードの応答状況 |
| Camera 撮影状況 カメラの接続が無い場合は表示されない |
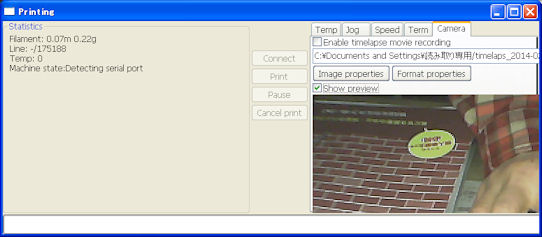 |
撮影のカメラ設定や保存先のファイル管理 |
色々と紹介されているので、目的にあったプラグインがあるかもしれない。
例:
C
|
C cont.
|
C cont.
H
|