| Print Settings Tab | ���� | ���� | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
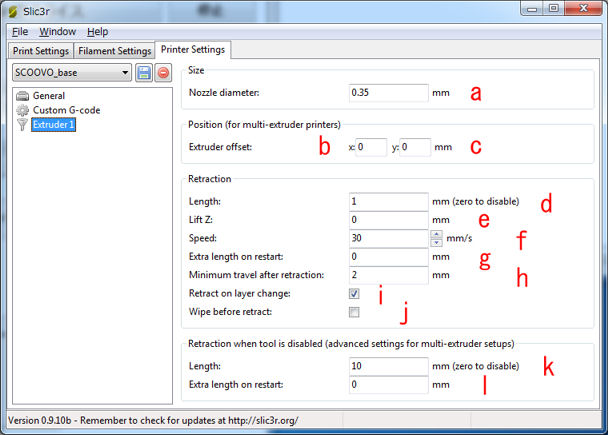
a: ���`�s�b�` | �@�m�Y���a��0.35mm������A���̃T�C�Y�ȉ��ŁA1/5�ʂ܂Őݒ�ł��邩���B0.01mm���݂Œl��ݒ�\���H �@SCOOVO C170�̌���m�F�ł́A0.025mm�܂ő��`�\�ł���B �@�\�͓I�ɂ�0.01mm�܂ł��������ł��邪�A���܂����`�ł���͕s���B |
|||||||||||||||||||
| b: �ŏ��̈�w�ڂ̑��`�T�C�Y | �@�m�Y���a��0.35mm������A����ȉ��ŁA0.25mm�ʂ��x�X�g�H | ||||||||||||||||||||
| c: ���������̕ǂ̑��`�J��Ԃ��� | �@�m�Y���a�Ɗ|�����킹�����݂ɂȂ�B �@�ǂ͓�������O���Ɍ������đ��`����̂ŁA�O�`�ׂ̍��ȕ������x����ɂ́A�����ɕ����̕ǂ��쐬����ƈ��肷��B�܂��A���x�̒ቺ��h�~�ł���B�������A�ǂ𑽂��i�����j����Ƃ��ꂾ�����`���Ԃ����傷��B |
||||||||||||||||||||
| d: ���`�̊J�n�ʒu�̃����_���� | �@�J�n�ʒu�������_���ɂȂ�̂ŁA����̈ʒu�ɊJ�n�Ղ��c��Ȃ��B | ||||||||||||||||||||
| e: �O�`�lj��\�w�� | �@�K�v���ɊO�`��lj����`����w�� �@�X�������ꍇ�ȂǂɎ����lj����鎖���w�肷��B |
||||||||||||||||||||
| f: ���������̓V��̕ǂ̌��� | �@���`�r�b�`�Ɗ|�����킹�����݂ɂȂ�B | ||||||||||||||||||||
| g: ���������̒�̕ǂ̌��� | �@���`�r�b�`�Ɗ|�����킹�����݂ɂȂ�B���A��ԉ��̒��b�̍��������Z�����B | ||||||||||||||||||||
| h: �O�`���f�� | �@�O�`���f���ɂ͂ݏo��l�ȑ��`�s����ŏ����ɂ���w��H | ||||||||||||||||||||
| i: �ŊO�`���ŏ��Ɏw�� | �@�O�`�̑��`�������O����������̏��ԂɕύX����B | ||||||||||||||||||||
| j: �����ԕr�w�� | �@������ɑ��`���s���w��B �@�ԕr�̗l�ȕ��`����̂Ɍ����Ă��邪�A�ǂ̋O�Ղ����݂̂ő��`���Ă����̂ŁA�������x�ɓ��B�@ |
||||||||||||||||||||
 |
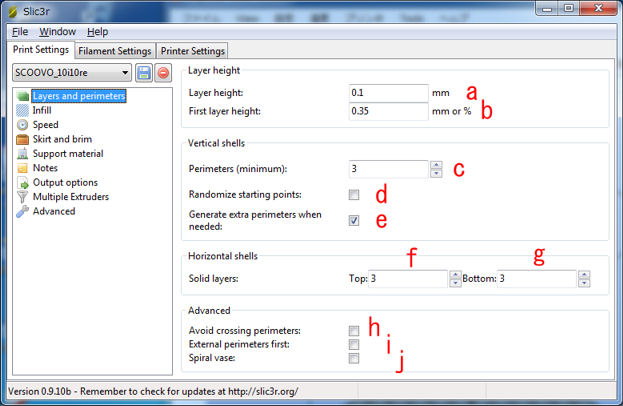
a: ���߂̏[�U�� | �@�����Ȃ�"0"���A���S�ɖ��߂�̂Ȃ�"1"��ݒ肷��B | |||||||||||||||||||
| b: ���߃p�^�[�� | �@�����̖��ߕ��̃p�^�[����I�� �@�����N����Q�Ɓi�p�^�[���\�j |
||||||||||||||||||||
| c: �g�b�v�ƃ{�g���̖��߃p�^�[�� | �@�㕔�ƒꕔ�̖��ߕ��̃p�^�[���I�� �@ �@�����N����Q�Ɓi�p�^�[���\�j |
||||||||||||||||||||
| d: �}���Ԋu | �@�ݒ肵�����C���Ԋu�ŏ[�U��}������B | ||||||||||||||||||||
| e: �K�v�ȏꍇ�݂̂̈ʒu�ɒ��������w�� | �@�㕔�i�V��j�̈ʒu�݂̂ɑ��ĕK�v�Ƃ���钆���̖��߃p�^�[����������w��B | ||||||||||||||||||||
| f: �펞�\���b�h�[�U���C���� | �@�\���b�h�[�U�̋������C������ݒ�B | ||||||||||||||||||||
| g: �����̏[�U�p�^�[���̊p�x | �@�ݒ肵���p�x�ŏ[�U�p�^�[����}������B���`������]���邱�ƂȂ��A�����̃p�^�[����C�ӊp�x�ő}���ł���B | ||||||||||||||||||||
| h: �\���b�h�[�U�T�C�Y臒l | �@�\���b�h�[�U�̑傫����臒l��ݒ�B | ||||||||||||||||||||
| i: �O�`���f���̓f�o���߂��P��w�� | �@�O�`�����f����ꍇ�ɓf�o���߂�������ɂ���w�� | ||||||||||||||||||||
| j: �����̑��`�����ύX�w�� | �@�O�`�̑O�ɒ����߂�w��B | ||||||||||||||||||||
|
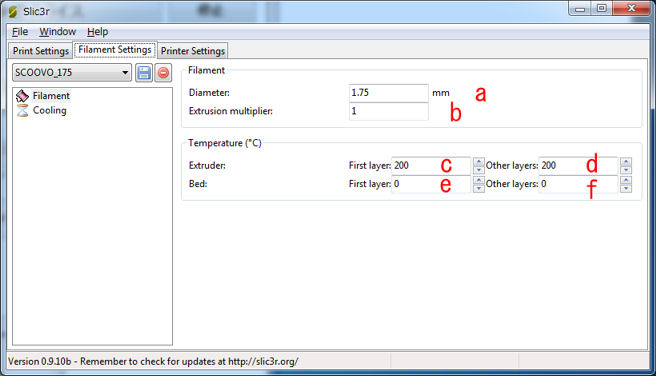
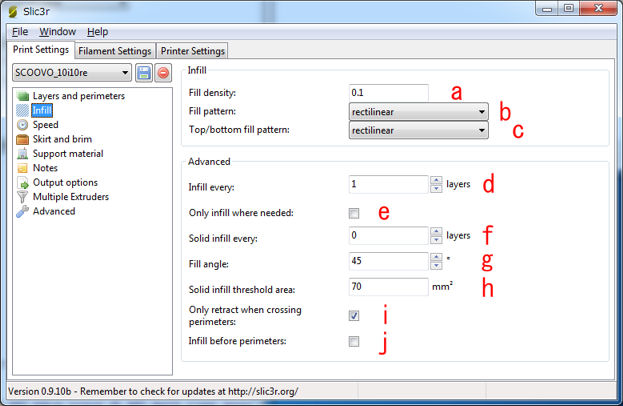
a: �ϑw���ʂ̑��` | �@�O�`�̑��`���x | |||||||||||||||||||
| b: �����̐ϑw���ʂ̑��` | �@�����̊O�`�̑��`���x�܂��͗���ݒ� | ||||||||||||||||||||
| c: �ϑw���ʂ̊O�`�̑��` | �@�ŊO�`�̑��`���x�܂��͗���ݒ� | ||||||||||||||||||||
| d: ���� | �@�����[�U�̑��`���x��ݒ� | ||||||||||||||||||||
| e: �l�܂������� | �@�����[�U�̑��`���x�܂��͗���ݒ� | ||||||||||||||||||||
| f: �㕔�̋l�܂������� | �@�㕔�[�U�̑��`���x�܂��͗���ݒ� | ||||||||||||||||||||
| g: �T�|�[�g�f�� | �@�T�|�[�g�̑��`���x��ݒ� | ||||||||||||||||||||
| h: �u���b�W | �@�u���b�W�̑��`���x��ݒ� | ||||||||||||||||||||
| i: �M���b�v����? | �@�M���b�v�����H���x��ݒ� | ||||||||||||||||||||
| j: �ړ� | �@�ړ����̑��x��ݒ� | ||||||||||||||||||||
| k: �ŏ��̈�w�ڂ̑��`���x | �@�ŏ��̈�w�ڂ̑��`���x�܂��͗���ݒ肷��B30%���ƁA���̑w�����ƂĂ��������Ƒ��`���鎖���w���Ă���B | ||||||||||||||||||||
| l: �ϑw���� | �@�ϑw���ʂ̑��`�����x�ݒ� | ||||||||||||||||||||
| m: ���� | �@�����̑��`�����x�ݒ� | ||||||||||||||||||||
| n: �u���b�W | �@�u���b�W�̕����`�����x�ݒ� | ||||||||||||||||||||
| o: �K�� | �@�K��̑��`�����x�ݒ� | ||||||||||||||||||||
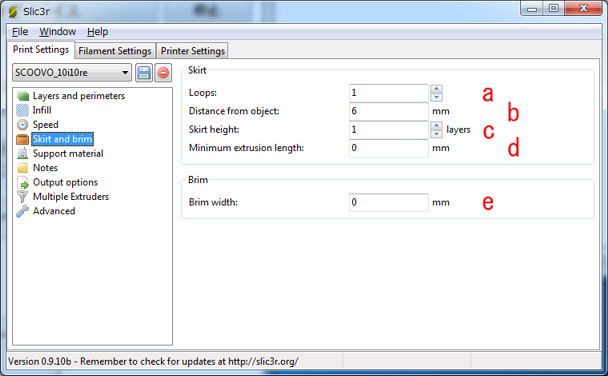 |
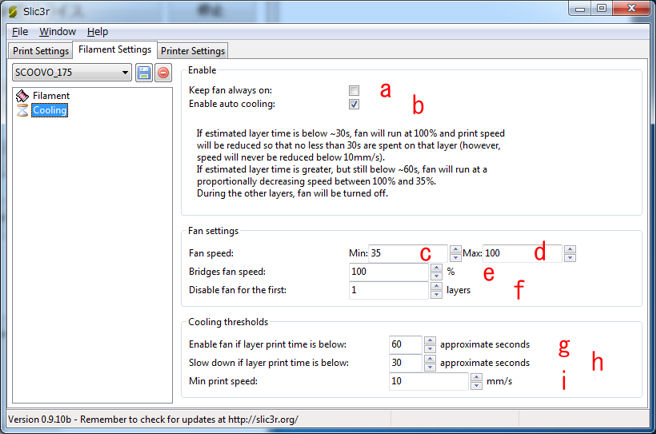
a: �X�J�[�g�̔����� | �@���`�J�n�̍ŏ��̃t�B�������g�̓f�o���̏����Ƃ��ėp������l�ł���B �@�����Ȃ�"0"��ݒ肷��B �@�m���ɑ��`���ɑ��ēf�o�����n�߂���l�A�J��Ԃ����𑽖ڂɂ��āA�f�o�����l�ɂ���Ɨǂ��B �@���`���̃T�C�Y�ɉ����Č������Ɨǂ��B |
|||||||||||||||||||
| b: �X�J�[�g�̔����Ԋu | �@���ۂɑ��`����ŊO�`�ɐݒ肵���Ԋu�����Z�����ʒu�ɃX�J�[�g��������B �@���`�ł���ŊO�`�ȓ��ɂȂ�悤�Ȓl�ł���ׂ��ł���B |
||||||||||||||||||||
| c: �X�J�[�g�����w�� | �@�ݒ肵���w�����̃X�J�[�g��������B | ||||||||||||||||||||
| d: �ŏ��f�o������ | �@�ŏ��f�o��������ݒ� | ||||||||||||||||||||
| e: ���̔����� | �@�ݒ肵�����̉�����w�ڂ̊O�`�ɑ��ĉ��Z���đ��`����B �@����t���̋����ɖ𗧂B |
||||||||||||||||||||
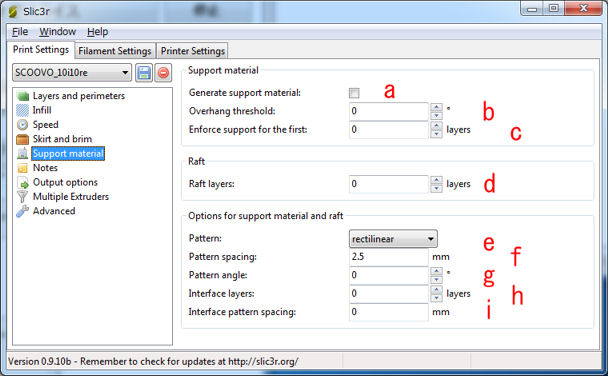 |
a: �T�|�[�g�̎w�� | �@�T�|�[�g���K�v�ȏꍇ�Ɏw�肷��B | |||||||||||||||||||
| b: �I�[�o�[�n���O臒l�p�x | �@�I�[�o�[�n���O臒l�p�x��ݒ� �@0 : �������� �@����ȊO : �Y���p�x�Ŕ��� |
||||||||||||||||||||
| c: �ŏ��ɋ����I�ɃT�|�[�g�`���� | �@���`�̍ŏ���ݒ肵�����C�������̃T�|�[�g�ő��`���n�߂�B | ||||||||||||||||||||
| d: ���t�g�����w�� | �@�ݒ肵�đw���������t�g��������B �@�����Ȃ�"0"��ݒ肷��B �@���t�g�́A���`�s�b�`�Ɗ|�����킹���l�ƈ�w�ڂ̍����̌��݂ő��`�����B |
||||||||||||||||||||
| e: �p�^�[���I�� | �@�T�|�[�g�Ɏg�p����p�^�[���I�� �@�����N����Q�Ɓi�p�^�[���\�j |
||||||||||||||||||||
| f: �����Ԋu | �@�T�|�[�g�̃��C���Ԋu��ݒ� | ||||||||||||||||||||
| g: �p�^�[���p�x | �@�T�|�[�g�̃p�^�[���̉�]�p�x�ݒ� | ||||||||||||||||||||
| h: �ڑ����C���� | �@�ڑ����C�����ݒ� | ||||||||||||||||||||
| i: �ڑ��p�^�[���Ԋu | �@�ڑ��p�^�[���Ƃ̊Ԋu | ||||||||||||||||||||
 |
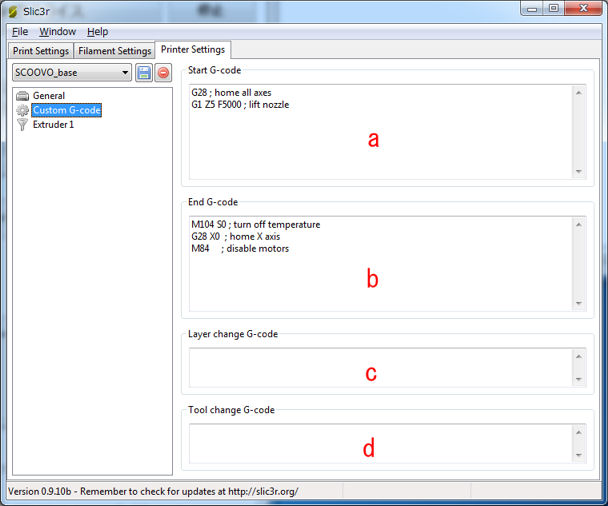
�R�����g | �@�R�����g�L�� | |||||||||||||||||||
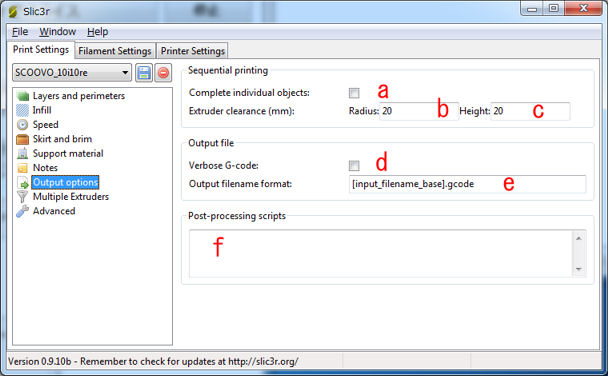 |
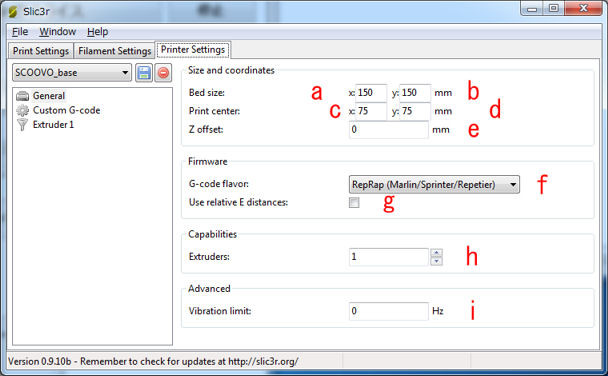
a: ���`���̊�����Ɏ��̑��`���̑��`���s�� | �@�����̃I�u�W�F�N�g������ꍇ�A�X�̃I�u�W�F�N�g�����������Ă��玟�̃I�u�W�F�N�g�`���鎖���w��B �@�w�b�h�����`�ς݂̑��`���Ɋ����Ȃ���Ԃ̔z�u���O��ł���B �@SCOOVO C170�̏ꍇ�A�w�b�h�J�[�o�[�����Ԋu���L���Ă��܂��̂ŁA���̋@�\�𗘗p����ꍇ�́A�J�o�[���O������Ԃł̐ݒ�����ׂ��ł���B |
|||||||||||||||||||
| b: �G�N�X�g���[�_���Ԋu | �@�G�N�X�g���[�_�Ƒ��`���Ƃ̊��Ԋu��ݒu | ||||||||||||||||||||
| c: �G�N�X�g���[�_������ | �@�G�N�X�g���[�_�Ƒ��`���Ƃ̊�������ݒ� | ||||||||||||||||||||
| d: �����̃R�����g�lj� | �@�����̃R�����g�lj����s�����̎w�� | ||||||||||||||||||||
| e: �ۑ����̃t�@�C�����K�� | �@���̏ꍇ�A���̓t�@�C�����̊g���q�����ɑ��āA�g���q"g..code"��t�����t�@�C�����ŕۑ����邱�Ƃ������B | ||||||||||||||||||||
| f: �lj������X�N���v�g | �@�lj��������s���ꍇ�̋L�q������B | ||||||||||||||||||||
|
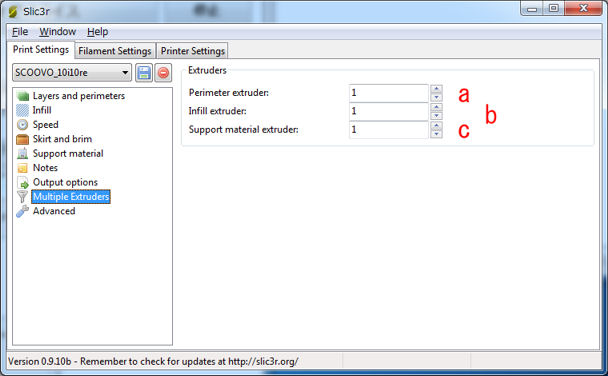
a: ���`���̑��`�Ώۃw�b�h b: �����̑��`�Ώۃw�b�h c: �T�|�[�g�̑��`�Ώۃw�b�h |
�@���ꂼ��̑��`�Ώۃw�b�h��ݒ肷��B �@�P�w�b�h�d�l�Ȃ̂�"1"�ȊO�̒l�͐ݒ肵�Ȃ��B |
|||||||||||||||||||
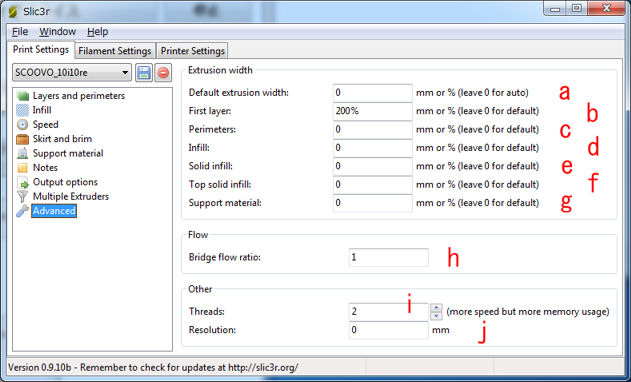 |
a:�@�K��̑��`����ǂ̕�� | �@�ǂ̕������E���镔���̗l�ł���B �@0 : �f�t�H���g�i�Pmm�H�j �@���̑� :�@�Y��������� |
|||||||||||||||||||
| b: ��w�ڂ̓f�o����� | �@��w�ʂ̓f�o�����̋����܂��͔䗦��ݒ肷��B �@200%�̏ꍇ�A���̑w����2�{�̓f�o�������鎖���w���B |
||||||||||||||||||||
| c: �O�`��� | �@�O�`���̋����܂��͔䗦��ݒ� | ||||||||||||||||||||
| d: �����̖��ߕ�� | �@�����̖��ߕ��̋����܂��͔䗦��ݒ� | ||||||||||||||||||||
| e: �\���b�h�����̖��ߕ�� | �@�\���b�h�����̖��ߕ��̋����܂��͔䗦��ݒ� | ||||||||||||||||||||
| f: �㕔�\���b�h�����̖��ߕ�� | �@�㕔�\���b�h�����̖��ߕ��̋����܂��͔䗦��ݒ� | ||||||||||||||||||||
| g: �T�|�[�g�ނ̕�� | �@�T�|�[�g�ނ̕��̋����܂��͔䗦��ݒ� | ||||||||||||||||||||
| h: �u���b�W����ݗ� | �@�u���b�W����ݗ���ݒ� �@1: ����݂Ȃ��H �@1 < : ����܂���H �@1 > : �k�܂���H |
||||||||||||||||||||
| i: �X���b�h�� | �@�X���C�X�������s���ꍇ�̃X���b�h����ݒ肷��B �@�������ԒZ�k�Ɋ�^����B �@CPU�̑Ή��X���b�h���܂Őݒ�\�ł��邪�A���̕��̃������[�������B |
||||||||||||||||||||
| j: �𑜓x | �@�ݒ肵���l�ł̊ۂߏ������s���B �@"0"�́A�ł������Ƀf�[�^�������s�����������B �@���̑��̒l��ݒ肵���ꍇ�́A���̒l�͈̔͂Œl���ۂ߂�ׁA�ו��̑r���ɂȂ��邪�A���`���Ԃ͒Z�k�����B |
||||||||||||||||||||