2014�N�x
�T���`�V��
�P���`�S���͂�����
�W���`�P�O���͂�����
�P�P���`�P�Q��
2017�N�x
2016�N�x
2015�N�x
2013�N�x
����
(2014/07/31)
�@�Ǒf�l�̃��|�[�g�ł��邩��A�K�Ȍ��ۂ𑨂��ď�������ł��邩�͒肩�ł͂Ȃ��̂ŁA������肵���邾���̓��e���c��������Ȃ����������悤�Ɏv����B
�@�z���������藧�Ă�̂����A���������K�Ȕ��f�ޗ����K�v���Ǝv���̂ŁA���ՂɌ�������肷��̂͑����_�Ɍq������̂ł���B
�@���ĂɂȂ�Ȃ��킯�ł͖������A�K�ł��Ȃ��������X�ɂ��Ă�����̂��B
�@�o���邱�ƂȂ�A���ۂ͖��m�ɋL�ڂ��ׂ��ł���A���ƂΑ��炸�ł���Ή摜��Y�t����ʂ͍s���ׂ��ł��낤�B
�@���ꂾ���֗��Ȃ��̂������Ă���̂�����A���p���ׂ��ł���B�܂��A�B�����������߂ɂ��A��{�I�ȏ��͒lj����Ă����ׂ��ł���B
�S���͈ꌩ�ɔ@����
(2014/08/01)
�@�����r��������ɂȂ肻���ȕ��͋C���ˁB
�@����������A�I���W�i���Ƃ��ڂ�����Ԃ̎咣����Ƃ������Ƃ��낾���ǁA���`���u���Ⴄ���g�p�ޗ�������قȂ邩��A�����ƐF�X�Ȓ�`����J����Ȃ��ƁA�ǂ������̔��f���t���ɂ������ˁB
�@�Œ�ł��A�����t�B�������g�ŁA�����X���C�T�[���g�p���āA�X���C�X�����������J���A���`���Ԃ③�`���̏d�ʓ��L���A�B�e�|�C���g������A���O���ɂȂ�悤�Ȏ�茈�߂��K�v���낤�B
�@������������́A�r���グ��悢�@��Ǝv�����ǁA�M���Ȃ�Ȃ��ŗ~�����ˁB
�ڎ���
(2014/07/30)
�@������Ƃ���^�T�|�[�g�Ƃ���肵�Ă���̂�����ǁA���ς�炸�N�V���~���o��B
�@���x��������Ƃ��������āAPID����l��M���Ă���̂�����ǁA�v���悤�Ȑ��䂪�|����Ȃ��B
�@�c�O�Ȏ���SCOOVO C170��M500�̖��߂����������悤�ŁAEEPROM�ւ̏������݂��o���Ȃ��悤�ł���B
�@PID����l��L���ɂ���ɂ́AG�R�[�h�̍ŏ��ɐݒ��lj�����K�v������悤���B
�@���@�͂���ɂ��Ă��A����A��������Ə㉺�̃o���c�L������]�̏�Ԃɂ��������A�|�������Ă��Ȃ��B
(2014/07/31)
�@�ꉞ�A����ʂŗ����������Ƃ����͈͂ɂȂ����B
| ��� |
�T���v���L���v�`���[�摜 |
�R�����g |
�����O
��
��� |
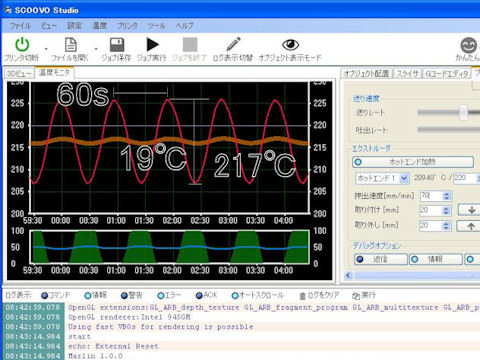 |
�@���ς��^�[�Q�b�g���x�ɒB���Ă��Ȃ��̂ƁA�㉺�̐G�ꕝ���傫���B
�@���ۂ�PID����l�͕s���B
�@�L�^���ĂȂ�����A�Ȃ��ǁA�ȑO�͂����������䂪�|�����ā}5���Ń^�[�Q�b�g���x�ɒǏ]���Ă����C������̂����A���������炩���䂪�Â��Ȃ�B |
�����P
��
��� |
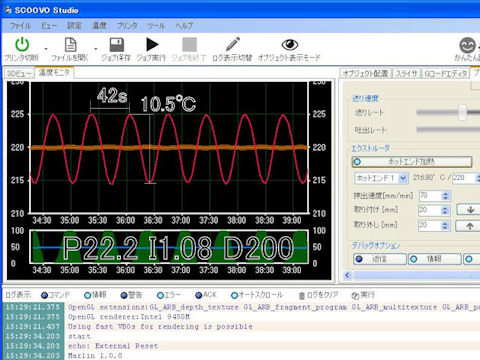 |
�@���O�ɂo�Ƃh�̒ǂ����ݍ�Ƃ����āAD�̒l��ύX�������́B
�@���ς̓^�[�Q�b�g���x���ێ��B
�@�U�ꕝ�́}5���ʁB |
����2
��
��� |
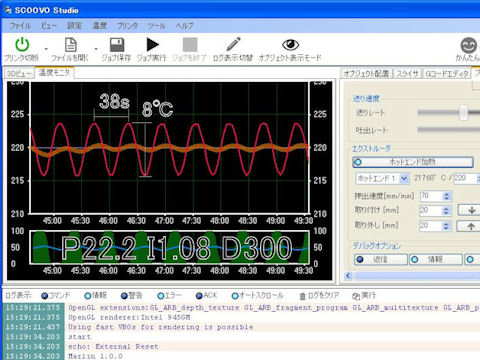 |
�@���O�ɂo�Ƃh�̒ǂ����ݍ�Ƃ����āAD�̒l��ύX�������́B
�@���ς̓^�[�Q�b�g���x���ێ��B
�@�U�ꕝ�́}4���ʁB |
�@�����ł́A�T�|�[�g�Ƃ��̗l�ȃL���v�`���[�摜������肵�āA�o�h�c�̐���l����肵�����A�{���Ȃ�M303�̖��߂œK�Ȃo�h�c�l�������锤�Ȃ̂����A���̖��߂œ���ꂽ�l��P7.01
I0.21 D59.38�ƂȂ�A���̒l�����Ă��ǂ��͂Ȃ�Ȃ������B�i�ނ��눫���Ȃ�B�j
�@�����l������A�g�p�ŕω����Ă����\��������̂ŁA�K�Ȓl����@���m�肽���Ƃ���ł���B
(2014/08/07)
�@PID����Ɋւ��ẮA�w������Ɏ�������Ŋ�b�͊w��ł���̂����A���ۂ̉��p����������\�͂��g�ɕt���Ă��Ȃ������o���o�����ˁB
�@�̂̊w������̖{��ǂݕԂ���������`���v���J���v���ł���B���_�͗����ł��邯�lj���������Ȃ��B�t�@�[���̃\�[�X�߂�K�v�����肻�����B
(2014/10/15)
�@�^���[�U�[�̍�ƃ��|�[�g���q���g�āA�t�@���̕��̃z�b�g�G���h���ւ̎Ւf�ړI�ŁA���j�o�[�T����̖ؒ[���t�@���̉��ɓ\��t���Ă݂��B
�@����ŁA�ēx�APID�����Z�o�����s���A�������ݒl�����߂Đݒ肵�Ă݂��B
�@�����ɉ��x�ݒ�ɒ��t���ĕϓ����Ȃ��Ȃ��Ă���B
 |
| �@���x�ω����قƂ�nj����Ȃ��̂ŁA�꒼���ƂȂ��Ă���B���Ȃ݂�ABS�ő��`���B |
�ڎ���
(2014/07/28)
�@�ŋ߁A�S�R�g�������Ȃ��Ȃ��Ă��܂������ǁA1.00RC2�̃o�[�W��������Cura�G���W�����g�p����l�ɂȂ邻�����B
�@�X���C�T�[�ɂ�Slic3r��Skeinforge�̎g�p�͕ς��Ȃ��悤�����ǁA���I�ȃX���C�X�����ɕς��̂��ȁH
�@������Ǝ����Ă݂������ǁA�ǂ����ɕ�������̂�҂��Ă݂悤�B
(2014/07/29)
�@�X���C�T�[�ɂ�Cura����������Ă���l���B�v�����^�[���̑����ʂ͕ς��߂��Ă���B��a������B
�@�X���C�X�͎w�����Ȃ�����A�s���Ȃ��悤�ł���B
�@Cura����������Ă��鎖�ŁA���̃t�����g�G���h�ł��ABFB�t�@�C���̐������\�ɂȂ��Ă���B
(2014/08/01)
�@STL�t�@�C���̓ǂݍ��ݎ���C���@�\��netfabb���̗p����Ă���悤���ˁB
�@������ƈ���āA�C�����K�v�ȃI�u�W�F�N�g�ɑ��Đ����\�t�g�Ƃ���netfabb���Љ��悤���B
�ڎ���
(2014/07/23)
�@�����ŋ߁A���`������Ă���̂�����ǁA�Ȃ��`�������Ȃ�悤�Ȃ��̂��Ȃ��āA���u���V��ł���B
�@���ς�炸�^�T�C�g�̕��͐��͓I�ɑ��`���Y���Ă���悤���ˁB�Ȃɂ�玟�̎���@�֍�ƃV�t�g���Ă���݂��������ǁB
�@�����q�����ǂ����̗̂ʎY�����Ă����K�v������̂�����ǁA�����������ȁH
�@�Ƃ���ŁAwiki���ŏ���J�����̂����҂��Ă���̂�����ǁA�Ȃ��Ȃ����܂�Ȃ��悤���ˁB�m�E�n�E���o���ɂ��݂��Ă���悤���B
�@���������A�l�^���Ȃ��̂��ȁH
�@���{�̏Ƃ��ẮAFDM���u�֘A�͒���݂����ǁA�C�O�͐��͓I�ɑ��u�J���H���s���Ă���悤���ˁB�ł��A����Ƃ����ĉ���I�Ȃ��̂͏o�����Ă��Ȃ��悤�����ǁB
(2014/07/25)
�@���u�������Ȃ̂����ǁA���`�f�[�^������\�t�g�E�G�A�������Ŏg������{���͖����悤���ˁB���{�l�D�݂̏ڍׂȑ��`�f�[�^�������o���鏃���Y���o�����Ă��炢�������̂ł���B
�@�������Ⴉ������o���o���ƃ\�t�g�J������Ƃ��낾���ǁA������ȒP�ȃX�N���v�g�������̂������������肷��B
�@���������AOctoPrint�����̂�Raspberry Pi��M�肾�������́A��UNIX�n�Ńo���o���ƃ\�t�g�J�����Ă�����(�\�t�g������ł͂Ȃ����ǁA�E��̎��������i��ł��Ȃ������̂ŁA����R�[�h�������H�ڂ�)���v���o���āA�F�X�ƃL�[�{�[�h����R�}���h�������̂����������������ǁA�ŋ߂���t���̈����L�[�{�[�h�̏o������������A�^�b�`�p�l�������s���Ă����A�V�������܂��ĉ��K�ɃR�}���h�����͏o���Ȃ���ˁB
�ڎ���
(2014/07/20)
�@�R�c�X�L���i�[���g���Ė�O�ŃX�L�����Ώۂ���荞�����Ƃ������ǁA�R�c�X�L���i�[���u�̌�����A�������ł͐ԊO���Z���T�[���듮�삵�Ď�荞�ݑΏۂ��i�荞�߂Ȃ����������悤���B�������x�ł̏Ɍ�����悤�ł���B���u�̐�`�ł͖�O�ł̎�荞�ݑΏۂ��Љ��Ă���悤�����A�����e�N�j�b�N������̂�������Ȃ��B�ӊO�Ɠ��A�ōs���̂����B
�ڎ���
(2014/07/18)
�@������x�̒m����ƁA���X�����ɂȂ��đf�l�̑f�p�ȋ^��ւ̃A�v���[�`�̎d����̂�ɂ��Ă��܂��B
�@����A���̑f�l�ɗ������Ă��炤���߂̃C���p�N�g�̂��錾�t��͍����Ȃ̂����A����Ȓm�����ז������ėǂ����̂������Ȃ��B
�@�Ԉ������ۂ͐A���������Ȃ����A�ߓx�Ȋ��҂����������Ȃ��B�s���̗ǂ��A�f�l�ɂ��\���ɗ����ł���D�����������K�v�Ȃ̂����A���ɗD�ꂽ�R�s�[���C�^�[�ł��Ȃ��̂œ���Ƃ���ł���B
�@�Ƃ������ŁA���I�ł͂��邪�g�߂ȂƂ���ւ̐�`�������n�߂Ă���̂ł��邪�A�l�I�Ȏ�����������Ȃ̂ŁA�̂�т�Ƃ���Ă���B
�@��͈̔͂Ȃ̂ŁA���Ȗ����ɂ����߂��Ȃ��̂����A���p���Ă��炦��Ƃ��肪�����̂ł��邪�B
�@�J�ł́A�����]�����L�߂鎖�������Ƃ�₽�Ȃ��ł��邪�A�����������̂Â���̔��e�Ȃ̂����牽�ł�����Ƃ������ƂɂȂ�B
(2014/07/24)
�@�f�l�̔��f��͋��낵�����̂ŁA�m�����Ȃ�����Ȃ�ł��������ȏ�O�ɂ���Ɩ�肠�肾�ƒf�肵�Ă��܂��Ƃ��낪����B���̑O�Ɂw�Ȃ��x���Ȃ��̂ŁA����ȏ�v�l���Ȃ��̂��낤���A���ۂɂ͕K��������������̂ł���B
�@���������A�R�c�v�����^�[�ő��`���s���ׂɂ́A�|�����������o���Ă����Ȃ��ƁA�K���Ƃ����Ă悢���炢���`�����s����B������Ƃł��蔲��������ƁA�s����������郌�x�����Ǝv�����ق����ǂ��̂��B�𐮂�������ł��v��ʑ��`�~�X�ɑ������鎖������̂ł���B
�@(���{�I�ɁA�g�����̋Z�ʂɂ�邱�Ƃ��w�ǂ��Ǝv���̂����ˁB)
�@���̃p�[�\�i���ȑ��`���u�ł́A�����ȑ��`�i����ۂĂ�قǍ������`���x����ۏł�����͖̂����Ƃ����Ă��悢���낤�B
�@�ꕔ�̕s����l�^�Ɏ��グ�A�����������������ă_���o������悤�ł��邪�A�����悤�Ȍ��ۂ͑��̑��u�ł����肤�邱�ƂȂ̂ŁA���̗l�ȕs����o�Ȃ��悤�ȑ��u�̒����⎖�O�����Ȃ���ێ��Ȃ��������x�{���Ă��鎖�ɒ��ڂ��ׂ��ł���Ǝv���̂ł���B
�@�i�l�I�ɂ́A�ւ����҂Ƃ������������B���Ȃ��Ƃ�����ʂ�ɂ�������ʂ��_���������ʂɂ��Ă���B���Ȃ��Ƃ�����O�̍�ƌ��ʂ̖͗l�B�j
(2014/07/25)
�@�Ȃ킴�킴���|�[�g�Љ��̂ɁA������X4����肵�ď����J���Ă������Ȑl������悤���ˁB(����������Ȃ̂��H)
�@�N���Ɍ��킹��A���ꂾ������Ă��钆�őI������̂́A�ړI�������������肦�Ȃ��悤�Ȃ̂����ǁB�i�����̖ړI�Ƃ͈قȂ�B�j
�@���|�[�g���킩�肫�������Ƃ����グ�ĕs���������Ă��邯�ǁA���O�̑��u�Ŋw�K���Ă��郌�x�����Ǝv���̂����ˁB
(2014/07/28)
�@X4�p�̃m�Y���l��̃g���u����̋L�q�̊ԈႢ���w�E����l�ȃ��|�[�g���������Ă���ˁBX4�̃m�Y���͔��M�����̋߂��܂�PFA�`���[�u���h���荞��ł���̂��ˁB���ꂾ��260���ŔM������Z���ĕό`���Ă��܂��\���傾�ˁB(PLA�������Y�����Čł��Ȃ��ĂȂ�����l�܂�̂ł͂Ȃ����H)
�ڎ���
(2014/07/15)
�@�A�[�g�ƌ��邩�����łȂ��̂��B�|�p�ɂ͊_�����z��������������̂Ŕ��f�ɋꂵ�ނƂ��낪����B�܂��A���R��\������̂Ɋ_���͂Ȃ��B
�@�_���̊�{�͑������̔��f�ł��邪�A�������̔��f�̌��ʂ��������Ƃ͂����Ȃ��̂����̎Љ�ł���B
�@�����܂ł���@�ʼn����܂ł����@�ł��邩�͎��̏ŕω�������̂Ȃ̂����A�������̐�i���̌X�̏B�ł͑喃�����@�����ĐŎ����m�ۂ���̂Ɋ�^���Ă��邻���ł���B�q��������ĐH�ׂĂ��܂��悤�Ȃ��َq�ɂ܂ŗ��肱�܂�Ă�����̂�����悤�ŁA�q�������t���Ȃ����u���{���悤�ɉ��P��v�����Ă���Ȃ̂ł���B
�@�܂��A�e�ɂ����e�ȍ������牽�ł����肾���ǁA�ǂ������������C�����ĂȂ�Ȃ��B�L���X�g���̍��̔��Ȃ̂ɉ����̌��Ђ������Ȃ��C������B
�@���ǂ͋��Ȃ̂��Ǝv���Ƃ���ł��邪�A�䂪���̏������܂鎖�Ɍ��ł��g���̂ł���A���z�̐ŋ����|���č��@������̂���ł��邩������Ȃ��B
�@���̗l�Ȉ�@�s�ׂ͖��m�ɈŎ����Ɋ��p�����̂ł��邩��A���������Ŏ��Ɋ��Z����Ȃ��������Ȃ̂�������Ȃ��̂��B�܂��A���l�Ȃ��ƂƂ��Ă̓J�W�m�̍��@�����������悤�B
�@���{�I�ɂ����������̂ł���B�����͍̂����Ȃ̂��B�i�����̔\�͂Ɍ��E�������āA�O������̎��������Ɋ��҂����Ă���̂ł���B�j
�@����x�A�����̔\�͌���ł̒�͂�t����K�v������̂ł͂Ȃ����낤���B�����ς��Ă��������E�������Ă���H
�ڎ���
(2014/07/11)
�@���X���߂Ɍ�肪����\�������邪�A
�@���Ă̕��͂̎嗬�́A�����v��@�Ȃǂ̏o���邾�����Ȃ��T���v�����ő傫�Ȗ@���������o���悤�Ȃ��Ƃ��s���Ă����B�܂��A�T���v�����O�ȂǁA������x�̐��̏�c������ΑS�̂��m��(���v)�I�ɗ\���\�ł���悤�Ȃ��Ƃ��s���Ă����B
�@����́A�����I�ɑS�Ă����鎖���s�\�ł��邩�A���I�ȍ�ƂɂȂ�ׂɕ҂݂��������@�ɂȂ�B
�@����͂���ŁA�傫�ȗ����c������̂ɂ͗L���ł���A���̗l�Ȓ������瓾��ꂽ���ʂɊ�Â��ĐF�X�ȕ��͂��s���Ă����B
�@�ŋ߂́A�r�b�N�f�[�^���������������嗬�ɂȂ�A�����̏������ɁA�������Ȗ@�������o����Ƃ��s���A���ɂߍׂ₩�Ńs���|�C���g�I�ȃT�[�r�X�ւ̗��p���s���Ă���B
�@���̃r�b�O�f�[�^�̈������\�ɂȂ����͉̂]���܂ł��Ȃ��A�Љ���ɏ��[���Ƃ��Ă̋@�\�����t���A���ʐM�̍������Ə����\�͂̍����R���s���[�^�[��f�[�^�X�g���[�W�̗e�ʊg�傪��^���Ă���̂ł���B
�@�c�O�Ȃ���A�R�c�v�����^�[�̖������ɂ͑O���̏��ʂ̕��͂ő�܂��Ȍ��������o���������@�������̂ł��邪�A���ׂ̈ɂ͎����Ƃ��Ă̌v��Ɋւ��v������肵�āA���̗v�������m�ɋ�ʏo����悤�Ȏ������@���s���K�v������̂ł���B
�@���Ă̎d�����A���̗l�Ȍv��I�Ȏ������@�͎��Ј��̌��C�̈�ōs���Ă����̂����A���ʂ̐l�ɂ͉��������̂��낤�B
�@�����A���w�Z�̎��Ƃł������Ȃǂ͍s���Ă��锤�Ȃ̂ŁA��{�͋�����Ă��锤�ł���B
�ڎ���
(2014/07/09)
�@�w�t�x�ƌĂ��ɂ͂������܂����̂ł��邪�A�����̍�Ƃ����炩�̖��ɗ����Ă��鎖�������ł���̂͋C���̗ǂ����̂ł���B���A���̒�����ȂɊÂ��͂Ȃ��̂ŁA�������U���������邱�Ƃł��낤�B
�@�o��Y�͑ł����l�ł��邪�A�ł���Ă��������яo��̂ł���A�ł��ꂽ�Ӗ��������B��������Ƃ͂����������̂��B�����ł���ׂ��Ȃ̂��B
�@���ɂ���A�����ł���������i�߂邱�ƂɊ�^���Ă���̂ł���Ζ����ɐs����B
�@�w�N���]���x�ɕ킦�A���낻��w���x�ɂȂ���邪�A���̒�����̌J��Ԃ��ł���̂ŏI��肪�����̂���ʂł���B
�@�������I�����}����A�����O�サ�ĐV���Ȏn�܂肪����̂ł���B
�@����ς�A�l���͊y���������ǂ��̂ł���B�ʔ�������T���Ă���B
�@���O�ɉ���ɐZ����ɂ������B�{�����e�B�A�̂������u�P�Q�����琴�|����Ƃ�v�Ƃ����̂ŁA���łɂ���`�����Ă��܂����B�������|���肪�Ƃ��B
�@�u�~��̐�̒��ł̉�����ǂ���v�ƌ���ꂽ���A���Ƀo�C�N�͋��낵���i���킵�Ă���l������l�����j���A�Ԃł����̂��ʓ|�Ȃ̂ł��������邪�A�l�b�g�ɋ������Ă���ʐ^�����Ǝ����̂����A�����͉̂����������̂��B
(2014/07/25)
�@������ƑO�ɍĂщ���ɐZ����ɍs�����̂�����ŁA�����̘I�V����ŕ���͌����Ȃ��̂����A�����A�����Ǝv���̂����ǔ畆�����鎖�����܂ɂ���B����̊┧�ɂ͑̂��G��Ȃ��悤�ɂ��������悢�B�܂��A���Ɏア�l�͒��ӂ��������悢�B
(2014/08/02)
�@�o�t���E�j����H�ׂɁA���x�̏��܂Ńc�[�����O�����˂čs���Ă����B�i��������˂�B�Q���֓����B�j
�@���s����270km�A���v���Ԗ�7���ԁB�i�ߑO9:30�o���A�ߌ�4:30�A��B�j
�@�삯����ŁA�}�X�^�[�ɕ�������u��l�O�Ȃ�o�����v�Ƃ������ƂŁA���̓��̍Ō�i���߂��j�̃o�t���E�j���ɂ�������B
 |
 |
�@\2,400�ł����B�����������ɎB�e�o���Ă��邩�ȁH
�@�R�R�E�J�s��
�@�ϑO�̕��͔��d�̕��Ԃ͈ꉞ���d�ׂ̈ɉ�]���Ă����B���͂W���قǒ�~���Ă��鎖�������������ǁA�d�͕s���ׂ̈ɂقƂ�lj�]���Ă����ˁB�ł��A���d�W�Ŕ��d�\�͈ȉ��̗e�ʂ����Ή����Ă��Ȃ��Ƃ̎��ŁA�t����]���Ĕ��d���鎖�͂Ȃ��ƕ����B |
�@���������A�������̉Ԃ��Ő����ň�ʔ����O�~�̗l�ɍL�����Ă��āA���s���ł��Î_���ς��Ԃ̌O�肪��������قǂ̏������B
�@�y�����͋����̖��Y�n�B
�@���H�@�K�Ƃ͑��e��Ȃ����̂��Ǝv�����ǁA��{�A��Ȃ����s�Ώۂɂ́u�߂Â��Ȃ��A��ɍs������v��S�����ė~�����ˁB������s���A���Ȃ莖�̂����锤�B
�@���ƁA���ւŖ@�葬�x�œ����ǂ��悤�ɂ��đ��s����͎̂~�߂Ă��炢�������̂ł���B���ɑ�^�o�C�N�̘A���B
�@�w�Q���x�Ƃ����A�W�c�s���͑匙���B�i���������������Ƃ����Ă��܂����ȁB�j
�@������֎Ԃ̉^�]��Ƃ��w�{�P�h�~�x�ɖ𗧂悤�Ȏ����]���Ă��邯�ǁA���\�A�N��̍����l�̓�֎Ԏ��̂������悤�ȋC������B�g�̒��ɓK�����������݂�ׂ����Ǝv���̂����ˁB�i���ǁA�N��Ƌ��ɋZ�ʂ��ǂ����Ȃ��Ȃ�B�j
(2014/09/15)
�@��^�o�C�N�̓]�|���̂ŁA�㑱�̓��W�c�̓]�|���̂�U�������L����ڂɂ����B���S�������ɂ͂��������F��B
�@�W�c�ő��s����ꍇ�́A���̗l�Ȋ��Y�����l�����Ă����K�v������B
�@��^�o�C�N�̓�����A�w�����ɂ͋Ȃ���Ȃ��A�~�܂�Ȃ��x�ł���̂ŁA���ɋZ�ʂ������Ă�����o���邩�ǂ��������������B�܂��A�W�c�̒��Ոȍ~���甭�������͗l�ŁA�擪�ɂ͋Z�ʂ����郉�C�_�[�����s���Ă��邾�낤���A����ɂ͏��S�ғ���z�u���鎖����������A�]���ɂȂ����̂͂ނ���Z�ʂ̒Ⴂ���X�Ȃ̂��낤�B���y�Ȃ̂�����A���߂邵���������낤���B
�@���������Q��鎖�ł̏W�c�]�|���̂Ȃ̂��낤���A���̂悤�Ȋ��Y��������邩�A�O���̓]�|���]���ɂ��Ă�����̓]�|��h�����́A�ŏI�I�ɂ͌l�̔��f�ɂȂ�̂ł���B���ꂮ����C���Ȃ��A�ߐM���Ȃ������d�v�ɂȂ�̂��B���ْ̋��������邩��A���S�ɉ^�]�ł��邵�A�]�̊������Ɍq����̂ł��낤�B�ł��A�����͍l�����ׂ��ł���B
�ڎ���
(2014/07/08 �����̓�)
�@���������̃n���h���l�[���Ɏ��Ă���3D�v�����^�[���[�J�[���o�����Ă���悤���ˁB�Ӗ��I�ɂ͂ǂ������H��������̂��낤���B
�@���Ȃ݂ɁA���̃n���h���l�[���̈ꕔ�͐̂̃I�l�[���̓������������Ă�ł����̂��̗p���Ă���B
�@���Ă��������������A�ǂ����֏悷��y���o�Ă���̂͒v�����Ȃ��̂��B�܂��A���ق̎������߂Â��Ă���B
�@���������ǁA�H�̒n���̃n�[�t�}���\���ɋv�X�ɃG���g���[�����̂ŁA�{�i�I�ȗ��K�̑O�̊��炵�ŁA�}�E���e���o�C�N�ʼn͐�~���R�Okm�����s�����B
�@���ꎞ�Ԃ̑��s�ł��邪�A��͂�G���ɂނ��Ō�̕��͂��ނ�Ԃ肪�N���đ��������Ă��܂����B�^���s���Ȃ̂������ł���B
�@�܂��܂����炵���K�v�Ȃ悤���B�����͂����̉���ɂł��s���Ă��悤�B
�@�k�C���͖����̓����܂ł͓V�C�����������ł��邪�A�䕗�̉e��������Ƃ���͂����Ӊ������B
(2014/07/09)
�@���R�ЊQ���̌x�����̂̕���������A�����ŋ߈ُ�Ƃ������鑛�����Ă�����Ă���悤�ł���B����͍l����ς�������ɑ��Ė^�Ώ��ւ̌P�������˂Ă���̂ł���B�z��O�ł͂��܂Ȃ��ٔ��������ɂ���Ƃ������ƂȂ̂��B�����ĕ��a�ł͂Ȃ��̂ł���B�����A������ێ����悤�Ƃ��Ă��鎖���Y��Ă͂Ȃ�Ȃ��B
�@���������A���N�O�܂ł͉䂪�Ƃł����������Ă����̂ŁA�����U�������Ă����̂������ɂ��ǂ��^���ɂȂ��Ă����̂�����ǁA�V���ŖS���Ȃ��Ă���͎U�����Ȃ��Ȃ����̂ŁA�߂����葫�����キ�Ȃ��Ă���B
�@�^�������˂Č������������Ƒi�������A�L�����邩��Ƌp�����ꂽ�B�K�x�ȉ^���ɂ̓L�b�J�P���K�v�Ȃ̂����B�u��������Ȃ��́`���v�A�u�_����`���A�_���I�_���I�v
(2014/09/18)
�@KORBOT���Ă����R�c�v�����^�[���[�J�[������ˁB������͊؍����[�J�[������킩��Ȃ��ł��Ȃ��B
�@����X9�V���[�Y�Ɏ����\���̑��u������ˁB
�ڎ���
(2014/07/06)
�@�Ȃɂ��A�L���̃t�����g�G���h�\�t�g�������̂������ɂ��āA������Ɣ`���ɂ����Ă݂��B
�@�p�ꌗ�̃\�t�g�Ȃ̂ŁA�����ł��Ȃ�����������̂ł��邪�A�T�|�[�g�̐����ł̃}�j���A������i�lj���폜�j���\�ȗl���B
�@�f���摜���݂Ă̊��z�Ȃ��ǁA�`�l�p���Ő�������A���`�����т��悤�Ȑ�����������B�l�I�ɂ͂��܂�i���̗ǂ����̂͐����o���Ȃ��l�ł���B
�@�X���C�T�[�̒�`�Ƃ��ẮASlic3r�̐ݒ荀�ڂɃJ�X�^�}�C�Y���lj����ꂽ���x�̗l�ȋC�����邪�ǂ����낤���B�ʏ�̃T�|�[�g�����@�\�����R����B
�@CubeX�p�ւ�BFB�t�@�C�����T�|�[�g���Ă���悤�ł���BWin�AMac�ALinux�ɑΉ����Ă���B�f���^���f�����Ή����Ă���B
�@�����܂ŁA�f���ł͈̔͂Ȃ̂ŁA�ڍׂ��s���ł��邪�A$140�̉��i�������Ƃ݂邩�����Ƃ݂邩�͌X�ɍ������邾�낤�B
�@�c�[���̓��삪�m�F�ł���͖̂ʔ����ˁBSTL�t�@�C���̃G�N�X�|�[�g�����邩��A���̃X���C�T�[�ւ̊��p�͉\�ȗl���B
�@�ǂ����A�Ǝ��ł����T�|�[�g�t���̏�Ԃł́ASTL�t�@�C���Ƃ��ăG�N�X�|�[�g�͖����ȗl�ł���B
�@���̓_�ł́APhotoshop CC�̃T�|�[�g(�X�L���t�H�[���f�B���O)�t����STL�t�@�C���Ƃ��ăG�N�X�|�[�g�o����̂͗L�肪�����ˁB�����`������z�I�����B
(2014/07/07 ���[)
�@�ǂ����CubeX�p��BFB�t�@�C�������͏o���Ȃ��悤���B�t�H�[������`���Ă��A�ϊ��\�t�g�����Ƃ�KISSlicer��CubeIt���g���Ƃ��̏������݂͌����邯�ǁA����ȏ�͂Ȃ��B�����ƁACura�������Ώۂ��Ǝv�����ǁB�Ȃ�CubeItMod�Ȃ���̂�����悤���B
�@�T�|�[�g3D�v�����^�ɂ�Cubify CubeX���o�^����Ă��邯�ǁA���ӏ����ɕϊ��\�t�g������|�����邪�A���̕ϊ��\�t�g������Ă��Ȃ��悤���B
�@�}�j���A���T�|�[�g�̎l�p�������ǁA���̂܂܂̌`��G�R�[�h�ɂȂ�̂ł͂Ȃ��A���̌`����܂߂�悤�ɕ��ʂɃT�|�[�g�`��������悤�ł���B
�@����āA�T�|�[�g�Ƃ��Ă̌`���̓X���C�X��ɂȂ�悤���B��{�A�}�j���A���T�|�[�g�Ŏw���������Ă����`���̊O���ɉ����悤�ɃT�|�[�g�͔�������͗l�B���̂��߁ASTL�t�@�C���Ƃ��Ă̓}�j���A���T�|�[�g�̌`��������Ȃ��l�ł���B
�@���̏������݂̏��ׂ����̏������݂̏��ׂ��AP.M.5:10�O��ɍ��������Ɉ�a������B�����\�������Ă���悤���B
(2014/07/10)
�@�{���T�C����̏��ł́A���ۂɗ��p���Ă��郆�[�U�[������悤�ł���B�ǂ�Ȋ����Ȃ̂��ˁB
(2014/07/21)
�@Simplify3D��XY�ʂ̉𑜓x�̕\���́A�m�Y���̍E�a�Ɉˑ�����悤���B�m�Y���a����0.5mm�Ȃ�0.6mm�l���̕\�����ł��A�m�Y���a����0.2mm�Ȃ�0.3mm�l���̕\�����ł���悤�ɁAG�R�[�h�����������悤�ł���B
�@�܂�A�m�Y���a�����傫�ȃT�C�Y�̑��`�`��Ȃ�f�R�[�h�Ƃ��Đ����̑ΏۂɂȂ�悤�ł���B
(2014/08/27)
�@�ꉞ�A�t�@�[���E�G�A�Ƃ��ẮwCubeX.�������x���t�H�[��������_�E�����[�h���ē������鎖�ŁABFB�t�@�C���\����G�R�[�h������悤�ł���B
�@��́ACubeX�p�̗�V�ɏ]������p�R�[�h��t�����邾���ŗǂ������ł���B
(2014/08/28)
�@�������x������߂��āA���`�ɂ͗��p�ł��Ȃ��悤���B�c�O�BSimplify3�c���g���Ӗ��������B
�ڎ���
(2014/07/05)
�@�^�t�B�������g���[�J�[�̖؎��t�B�������g�𒍕����Ă���̂����A�\����ɓ͂����A�Ȃɂ�牽�����֏����Ă��܂����悤�Ȉē��ƃL�����Z�����ė~�����悤�Ȉē��������B
�@����ȉ��������ǁAhkora11�ɂ͔��肽���Ȃ��̂�������Ȃ��ˁB�]�������L�ڂ��ڂ�Ɩ��Ǝv�����̂�������Ȃ��B
�@�Ƃ肠�����ق����炩���ɂ��Ă����ƁA�x��ē͂��Ƃ������Ȃ̂ŁA�҂��ɂ���B���ǔł��͂��̂��낤�B
�@����ɂ��Ă��ACubify�ւ̃J�[�g���b�W�����͔��N�ȏ���o�̂ɁA�������Ƃ��Ė����ɓ͂��Ȃ��ˁB
�@�m�Y�����I�[�_�[���Ă���̂ɁA�����ɏo�ׂ̈ē����Ȃ��B�m�Y����Cube Pro�p�̏��a�m�Y���ł��Ɗ������̂�����ǂˁB
(2014/07/07)
�@�N�����A�Ȃ�Ƃ��W���p�����]�X�����Ă���̂́A�����̂��Ƃ��ȁH�������Ή��ɏ��X�{��������Ă���Ƃ��낪����ˁB�ɂ���̕\���Ȃ̂ɖ������Ă��B
�@�A�}�]���o�R�̒���������A���ڑ���̃��[���ɕԐM���đΉ�������Ă��炤�̂͂�߂������ǂ���B�A�}�]���o�R�Ȃ̂�����A�}�]������₢���킹����̂���B
�@����ɂ��Ă��A�A�}�]���o�R�Ȃ̂ɁA���X�|���X�������ˁB���S�Ƀ}�[�N����Ă���悤���B�u�_����`���A�_���I�_���I�v�A�u�_����`���A�_���I�_���I�v�A�u�_����`���A�_���I�_���I�v...
(2014/07/11)
�@�悤�₭�����A�{���A�؎��t�B�������g���͂����B
�@�v���Ă����W���F�Ƃ������͐F���������������A�n�Z���x�ŕω�����Ƃ������Ȃ̂ŔZ���Ȃ鎖������̂��낤�B
�@���`�Ɋւ��ẮA�n�Z���x��PLA�����ł��������ł��邪�A���X�S�肪�����悤�ł���B
�@�悭����ƁA�����召�l�X�ȗ��X���m�F�ł���B�F���Z�����̒W�����̂��B�����o�������̊��G�́A���̗l�Ȋ���������B
�@�ȂA�}�]������u�A�J�E���g�̒����v�Ƃ��̗��R��\800���ԋ����ꂽ�B�悭�킩��Ȃ��B�i���炩�̃y�i���e�B�H�j
�ڎ���
(2014/07/05)
�@�����O����X���C�T�[��KISSlicer�ɂ��Ă���̂�����ǁA�����Ɏg�����Ȃ��Ă��Ȃ���������B
�@���܂��܁A���`���ŃT�|�[�g�����ő��`�\���Ǝv������A�ǂ����ꕔ�̑��`�ŃT�|�[�g�������������ǂ��Ɣ��f�����邨���Ȃ�������A���̂܂܂̐ݒ肾�Ə㕔�̕s�v�����܂ŃT�|�[�g���t�������錋�ʂƂȂ��āA���ʂȎ��⏜����Ƃ����������Ɨǂ��Ȃ����ʂƂȂ�̂ŁA�T�|�[�g����ƃT�|�[�g�����ŃR�[�h�����ăG�f�B�^�ō������悤�ƍl���Ă����B
�@��������A�T�|�[�g�̍��ڂł�����������ݒ�ŏ���̍����܂ł̓T�|�[�g����ŁA����ȍ~�̓T�|�[�g�����ɏo����̂ł͂Ȃ����v���ASupport
Z-Roof�Ȃ�ݒ�l��M���Ă݂��B
�@�����Q�����܂ł̓T�|�[�g���K�v�Ȃ̂ŁA�h2�h��ݒ肷��Ǝv�����Ƃ���A����2mm�ȉ��ɂ̓T�|�[�g���������A����ȍ~�͖����ɏo�����̂ł���B
�@�֗��ȋ@�\���܂��܂�����悤�ŁA�m��Ȃ��Ƒ�������ˁB
�@������ׂɃ`�F�b�N�����ė��p����ݒ肪���邩��A���̋t�́AXmm�ȏ�ɃT�|�[�g��t����悤�Ȑݒ肪�o����̂��ȁH
�@�Ƃ肠����"-1"�͖����̈Ӗ��̂悤���B
(2014/07/07)
�@KISSlicer��������̏��ŁA�o�[�W�����A�b�v���W�X�Ɛi�߂��Ă���̂��ˁB�Ƃ肠����V1.4.4.4�����B����p�l������\���W���ς���Ă����B
�ڎ���
(2014/07/05)
�@�������̍�Ƃɂ͐F�X�ƕ��@�_�����邪�A�f�l���s���͈͂Ƃ��ẮA�\���̂��鎖�ɑ��Ă����������݂�̂���ʓI�ŁA��������Ė��̔����v���ł���\����ׂ��āA���{���������o�����Ԃ肾���̂ł���B
�@�Ƃ��낪�A���̍��{�����������̑s���ĉ����ł����Ǝv������A���x�͂��̖��ł݂��Ă��Ȃ������V���Ȗ�肪�o�Ă�����̂Ȃ̂ł���B
�@���̗l�ɁA�s��Ȃǂ̖��́A�����I�ȗv�f������ł�����̂ł���A�傫�Ȗ��ɉB��Ă��邱�Ƃ�����̂ł���B
�@���̗l�Ȓn���ȍ�Ƃ��s���Ă����Ă��A���͂���{�I�Ȗ�肪�����v���ł��邱�Ƃ��l������B����x�A���u�⓮��R�[�h�A���`���߂ďn�l���鎖�����߂�B
�@�����ł��鑕�u��I��ōw�����������ԈႢ�ł���Ƃ͍l�������Ȃ����̂Ȃ̂��B�i���������������邪�B�ł��傫�Ȃ����b�Ƃ�����������B�j
�@�u��������Ȃ��́`���v�A�u�_����`���A�_���I�_���I�v�A�������������Ȃ�`�B�i�ŋߗ��s���Ă���̂ˁj
�@�����ŋ߁A�ʔ����b��Ɍ����Ă�悤�ȋC�����邯�ǁA�[�d���Ȃ̂��ȁH
�@���������A�C�O�̃T�C�g�����ǁA���S�Ҍ����̉���݂����Ȃ̂��܂Ƃ܂������̂����J���Ă���ˁB
�@�����ɐG�����ꂽ���H�Ə���ɖϑz����B
(2014/07/06)
�@�w�o�^�t���C�E�G�t�F�N�g�x�Ƃ������t������̂����A��������Ȃ��Ƃ����A���^�C���ŋN���Ă���̂ł���A�����o���Ȃ��Ȃ邯�ǁA���ۂ͖c��Ȏ��ԓI�x�������邩��A�����I�ɂ͊ւ�肪�����Ƃ����Ă��������̂Ȃ̂ł���B����������y���̂̉ߋ��ɊW����v���ł���B
�@�Ƃ���ŁA�����͋�C��ǂނ̂��|���̂��ȁH
(2014/07/31)
�@�����ł��A�u���܂��畷���Ȃ��v�Ƒ肵�ď����J���Ă���Ƃ��낪�o�Ă��Ă���ˁB����ɂ��Ă��W�J���x���ˁB
�ڎ���
(2014/07/03)
�@�Ȃɂ��A��ʂɂR�c�v�����^�[�̏������\�肳��Ă���悤�Ȃ̂��ˁB
�@�����͂�����A���ǂ����̂ɍ��ς��鎖�ŁA�V���Ȗ��𐁂����ނ��Ƃ��o����悤�ł���A�r�W�l�X�`�����X�Ȃ̂��ȁH
�@���܂�����Ă���B
�@�e��Ђɋz�����A�s�Ǖ��������āA������̉�Ђ̐��Z���s���B���ʂ͂��̒��x�̕��@���Ƃ�̂����A���̐g�߂ȂƂ���͖����ɐ��Z�������i��ł��Ȃ��悤�ȋC������B�@�l�ł������Ă���Ηǂ��ƍl���Ă���̂��ȁH(����ɐ��Z�I���̈ē����S�R�Ȃ��B)
�ڎ���
(2014/07/03)
�@�܂��A���m�ȘN��͓����Ă��Ȃ��̂�����ǁASCCOVO X9�̑��`���̈�[�����������l�ł���B
�@������X9�����L���Ă��Ȃ��̂ŁA���Ȃ��摜��w�E���ꂽ���̏������ݓ�����z�����Ă���̂�����ǁA���R�̖@���ɂ��Ă�������̂��Ɖ����̎����������Ă��锤�ł���B
�@�ǂ������Ă��郁�[�J�[�̊��Ⴂ��v�����݂����̔��������̂悤�Ȋ����ł��邪�A��{���������肵�Ă���Αďo�ׂł��Ă�Ǝv����B
�@����炠����̓��g���N�g���S�̑��`������ӂ������Ă���悤�ł��邪�A�{�[�f���^�C�v�̓��g���N�g�����Ȃ̂��ȁH�m���ɒ����Ȃ镪�A�]�v�Ȓx�����������郊�X�N�͍����Ȃ邾�낤���ǁB
�@�������݂��琄������ɁA�`���[�u�ɖ�肪�������l�ȋL�ڂ�����A�f�ނ��t�j���t�j���߂��āA�t�B�������g���\���̂��ȁB���ؐ��̃{�[�f���^�C�v�̃G�N�X�g���[�_�̃`���[�u�͏_�炩���O��ƌł߂̓���̓�d�̃`���[�u�ō\������Ă���ˁB
�@�摜���炾�ƁA�������̃`���[�u�̗l�œ�d�\���ɂ͌����Ȃ��ˁB
�@�����̏��L���u�͂Q��Ƃ��_�C���N�g�d�l������C�ɂȂ�Ȃ����AC170�Ɋւ��ẮA���g���N�g�Ƃy���t�g���ɐݒ肷��ƁA���g���N�g���x��Z���t�g�̑��x�Ɉ��������Ēx���Ȃ��肪�������B
�@���ԕ�������ł́A�X�Ƀ��A���^�C����������Ȃ�����A����Ώۂ�������Ɠ��삪�s����ɂȂ邩�x���Ȃ��肪����B
�@���ď����́A�قڃ��A���^�C���������v������鑕�u�ւ̑g�ݍ��݃}�C�R���̃v���O�����v������Ă����o�܂������B�i�����g�͈ӎ����Đv���Ă��Ȃ������悤�ȋC�����邯�ǂˁB���̏����Ɏ����i�������ԁj��U�蕪����ӎ��͂��������B��{�I���W�i���n�r�C���B�j
�@�ݒ肳�ꂽ���ԓ��ɊY�����鏈���������������Ɗ֘A�B��͂ȃ}�C�R�����Ƒ�ς������肵���B�Ƃ�������E����S���҂������̂���肾�����l�ȁB
�@���������A�S������Ȃ����ǃT�[�{�Ƃ��̐���Ƃ��Ɋւ���Ă������ǁA�����͂ǂ��炩�Ƃ����ƃ��W�J���ȕ����ŁA���̊֘A�Ńg���b�L�[�ȓ���𐧌䂷��̂����ӂ������ˁB�g���b�L�[�D���B�ł���{���o���Ă��Ȃ��Ǝ������Ȃ��Z�Ȃ�B�_���I�Ɏ��ۂ𐧌䂷��Z�ˁB
�@�b�͕ς邯�ǁA���ċ߂Ă������l�̉�Ђł́A���쎺������������n���H�̎����āA�F�X�Ǝ��삵�Ă�����Ă��������������ˁB�ł��A���삵�Ă��炤�̂Ƀh���t�^�[�ł��������Ɛ}�ʂ������ēn���Ȃ���Ȃ�Ȃ������ˁB������APC�ŕ`�������̂�3D�v�����^�[�Ō����ɂȂ�B���낵��B
�@���������AX9�͉������̑��u�̃R�s�[���Ƃ��̉\�����ǁA�R�s�[���̑��u�́A�t�B�������g�a��2.85mm�̕����g�p����̂��ˁB����3mm�̃t�B�������g�a�ɂȂ�Ǝv���̂����ǁA�����ɂ��̃T�C�Y���L���Ȃ̂��ˁB�ł������r�b�`���`�ɂ͕s�����Ǝv���̂����ǁB�킩���B
�@�Ƃ�����́A���ʋ��t�Ƃ��Ă킴�Ƃ킩�肫�������`�����ďЉ�Ă���悤���ˁB����J�l�B
(2014/07/08)
�@�Ȃɂ��A�������o���悤�ł���B
�@�����͊Y�����u�����L���Ă��Ȃ��̂ŁA�ڍׂ͂��C�������B
�@GD'S�f������������L�^�ƃ����e(2014/08/26�lj�)
�@���[�^�[����ł́A�W�����Đ��䂷��̂��嗬�����ǁA���䍀�ڂ�������Ɠ��삪�������Ȃ�B�����ŁA�X�̃��[�^�[�ɓ�����ς˂�X�}�[�g���[�^�[�Ȃ锭�z���o�Ă��Ă���B�܂胂�[�^�[�ɓ��]����������̂��B����ɂ�萧��͊e���[�^�[�Ԃ��ʐM���ċ������鐧�䂪���₷���Ȃ�̂ł���B
�@�̂̓��[�^�[��Ƀ}�C�R���悹��͍̂����ȑ��u�ɂ����o���Ȃ������������ǁA���͂��Ȃ������荞�߂邩��������Ă���̂��ˁB
�@�m���̂`�h�a�n�֘A�Ń��{�b�g�ɊS���������Ƃ��ɁA���s�̃��{�b�g�̓Ǝ��T�[�{�Ƃ��Ď�����Ă������̂��������B���͌��t�@�C�o�[�ł����肷�����I�Ȕ��z���������A�����ᖳ���̕����z���������ėǂ��̂��ȁB
(2014/10/23)
�@���u�����L���Ă��Ȃ��̂ŁA�F�X�Ɖ��P�Ă��N����̂͋C��������̂����A���L�҂��[�ւɒf�O�������Ȃ̂ł����ċL�ڂ��邪�ASCOOVO X9�y��X4�ɂ����ă{�[�f���`���[�u�̓��a����2mm������̂����t���Ă���ꍇ�́A���a����2mm�̕��Ɍ�������̂��ǂ��悤�ł���B�܂��A�����Ƀ��g���N�g�̋�����2mm���x�ɏk�����鎖���m�Y���̋l�܂�h�~�Ɍ��ʓI�ł���悤���B
�@�`���[�u���̂͌p������܂߂Č�������������z�I�����A�����Ɏ��t�����Ă���`���[�u�̓��a�ɍ������ŁA���a����2mm�̂��̂��d�ɒʂ����ł��ǂ��悤�ł���B�A���A�`���[�u���̂̏_���������̂ŁA����Ɏx�Ⴊ���邩������Ȃ��B
�@���ƁAX9�̏ꍇ�AABS�ł̑��`�ł̓t�@���̕������`�����}�₷��ׂɊ���┽�肪�o�₷���̂ŁAABS���`���ɂ͉������̃t�@���̕���h���ׂɁA���̊J�������ǂ��̂��ǂ��悤�ł���B
�@�X�ɁA�n�Z���x�ݒ��250������l�Ȓl�ɂ͂��Ȃ���������ł���B�g���u����ʼn��x��260���ʂɐݒ肷��w��������悤�����A��߂�ׂ����B
�ڎ���
(2014/06/29)
�@�S���̌l�I�ȉ��߂Ȃ̂Ŗ������Ă��܂�Ȃ����A���̎d���ɏA���Ă���l������l�Ԉ������Ă͂����Ȃ��̂ł���B�ނ�̐E���͐l�Ƃ��Ă̍s�������K���Ɋ�Â����@�B�I���f���K�v�ł���A�����ɐl�炵����������ƈ˜��ۛ����������A�s����������̂ł���B
�@���̂��̗l�Ȏ��������̂��Ɣᔻ���ꂻ���ł��邪�A�E�Ƃɂ���Ă͐l�ł͂Ȃ��S�ɓO����K�v������̂��B
�@������Ȃ��}�X�R�~�ɖ|�M����鎖�͂Ȃ��B�ނ���l�Ƃ��Ă̔��f�����߂���A��������߂���炴�镉���Ȃ����Ȃ̂��B
�@���ɉ�X�̐ŋ��Ő��藧���Ă�����̐E�ɏA���Ă�����X�́A�l����肽���Ȃ�������炴�镉���Ȃ�����ł�����̂ŁA�l�Ƃ��Ă݂�ɂ͋��J�I�Ȏ�������̂ł���B�i�ŋ߂́A�l�Ƃ��Ă̐l�����咣���Ďd����S�����Ă��Ȃ����������悤�ł��邪�B���ނ炪�d����Ől�����咣����͍̂��{�I�ɊԈႢ�ł���B�j
�@��X�͂������������������ĉ��߂���K�v������̂��B
�@����āA�S�Ă�����̔��ʼn��߂��Ă��܂��̂͌��ł��邱�Ƃ����������̂ł���B�����A���ʈ��������Ă͂Ȃ�Ȃ��B
�@�E�𗣂��A�l�ł��邱�Ƃɂ͈Ⴂ���������B
�ڎ���
(2014/06/29)
�@�S�Ẵ��[�U�[�̎g���ł͂Ȃ��̂�����ǁA���ݔ\�͂������o���͎̂��ہA�g�p�҂ɂȂ�̂�����A��������肩�ȂƁB
�@���̂܂܂ł��H�v���Ăł����܂�Ȃ����A�������鎖�ł��悢��������Ȃ��B�܂������قȂ�A�v���[�`�ł��ǂ����낤�B
�@���̗l�Ȏ����A���ǂ����u�ւ̊J���̈����ɂȂ鎖���݂�̂ł���B�w�K���Ȃ��������邪�B
�@���W�r��̂��̂ɂ͐F�X�ȕs����߂Ă�����̂ł���B�����A�r�ゾ���狖�����Ƃ������̂ł��Ȃ��������邼�B�܂��A�����|����Ƃ������̂ł��Ȃ������B
�@�l�I�����A�悭�H���t���Ă������̂��Ǝv���̂����A�w�ׂ��ΐ���A�ׂ��˂ΐ���ʉ������x�Ƃ����ł��낤���H
�@���������ACubeX����ɓ���đ��P�N���o�߂����B�܂��܂���b�I�ȕ����̔��e�ł̘M��ł��邪�A���낻��X�e�b�v�A�b�v���Ă��ǂ��������B
�ڎ���
(2014/06/27)
�@���Ԉ�ʂɁA���[�J�[�����鐻�i�₻�̑Ή��Ȃǂւ̃t�B�[�h�o�b�N�Ƃ��ẮA�{���I�Ƀ��[�U�[�����������Ȃ���Ή��P���Ă����Ȃ����̂ł���B
�@�Љ�I�Ȗ��Ȃ�ʂ����A���ʂ͗��p�҈ȊO����͉��������炸���P����鎖���Ȃ��̂����ʂł���B
�@�N��������Ă���邾�낤�ł̑��͖{��ł́A��ɗǂ��Ȃ鎖�͂Ȃ��B���_�A���[�J�[������I�ɉ��P�����݂Ă��鏊�͕ʂł���B
�@�S�����P�̎��݂�ӂ�A�K�ׂ��ɐ�O���Ă���l�ȂƂ���́A���Ԃ͊|���邪�Љ�I���ق����鎖���낤�B���̑O�ɂƂ炷�鎖�����邪�B
�@�������A���̎Љ�I���ق́A���[�U�[�ɂ͉��b���Ȃ��̂���ʂł���B��͂葹������̂̓��[�U�[�ł���B
�@�b���邾���̉��l�����郁�[�J�[�ł����ė~�������A��������ׂ������A���̒��s���悭�͍s���Ȃ����̂ł���B
�@�Ƃ���ł��A�ǂ����G�Ƃ��Ă���^�[�Q�b�g���ԈႦ�Ă���i�킴�Ƃ��j�悤�Ȏ咣�������邪�A���[�U�[���Ȃ��悤�Ɏ���咣�͂�߂�ׂ����B
�@���[�J�[�ւ̎咣�Ȃ�A�������̏��u�����ׂ��ł��낤�B
�@���[�U�[�̊ԈႢ�𖢑R�ɖh���ׂ̍s�ׂȂ̂ł��낤���A���m�Ƀx�X�g�Ȃ��͈̂����͂Ȃ��̂ŁA���������̑K�����͌��鎖�͖����B
�@���������������̒��Ȃ�A�����Ȃǂ���Ȃ����A�푈���N���Ȃ����낤�B�����āA�܂�Ȃ����E�ɂȂ邾�낤�B
�@�b�͑ւ�邪�A�����ɂȂɂ��傫�Ȕ��\���s����Ƃ����\�́A�\�������̂��ȁB����Ƃ��A�ǂ��ւ����镉���Ȃ����������̂��ȁB�ƊE�́A�܂������Ɠ��̂��낤���B�i���������p�����āA�J�����������悤�Ƃ������������������̂��B�j
�@FDM�����ł̃t�B�������g�r�W�l�X���f������@�� SLA�����ł̉t�̃��W���ł̃r�W�l�X���f���F���v�L�т��ɕ���@�� �C���N�W�F�b�g�����ł̃J�[�g���b�W�r�W�l�X���f���F�����߂��Ă�����L�т��ɕ��� �� ������FDM���������x�A�b�v�ŕ����H������r�W�l�X���f������q�A�������`�����Ƃ��Ē蒅
3D���`���u�r�W�l�X�͊��ɕ�����
���Ȃ��ɂƂ��Ắw����x�ɂȂ��Ă��܂����H
�ڎ���
(2014/06/26)
�@�H�i�n�p�̃v�����^�[�Ƃ��āA�`���R���[�g���ޗ��ɂ��Ă�����̂�����悤�����ǁA������ă`���R���[�g�̗n�Z���x�Ǘ��͌����ɏo���Ă���̂��ȁB
�@�`���R���[�g���āA�Z�������̉��x�ɂ�薡��i�������ς���㕨�Ȃ̂ŁA�{�����������͂��̂��̂����M�ŕs�����Ȃ鎖�����邩��A���������Ȃ�͈͂Ő��䂵�ė~�����ˁB
�ڎ���
(2014/06/24)
�@�قڎ��R���u�ł̎d�グ�����ɂȂ�̂����A�A�Z�g�����C�̔��������̐��䂪�v���悤�ɏo���Ă��Ȃ��A��r�I�Ⴂ�ʒu�̎d�オ��͗ǂ��̂����A�R�Z���`�ȏ�̍����̎d�オ�肪�C�}�C�`�ȏɂ���B
�@�����܂Ŏ��R���u�ɂȂ�̂Ŋ��̉e�������邾�낤���A���m�ɐ��䂵�Ȃ��Ǝd�オ��̃o���c�L���o�Ă��܂���������ƂȂ�B
�@�܂��܂��A�m�E�n�E�̒~�ς��K�v�ȏł���B
�@ABS�����ł̑��`���ɑ��Ă͂��̗l�Ȏd�グ�ł̏��u������̂����APLA�����ɂ����l�̕��@���Ȃ����̂��B
�ڎ���
(2014/06/22)
�@���[�U�[�̎��ԂƂ��đ��`�i���̗ǂ����`�����Љ���ƁA�����ڕW�ɂ��ׂ��Ɛ����������Ȃ���Ȃ�Ȃ����n�ɗ��������B
�@�_�����Ƃ��s�Ǖi���Ƒ������ƁA�{���ɂ����Ȃ̂��Ɗm���߂����Ȃ�B
�@�g���Ă�����A�����D�b�㖳�����u�ɕs�������܂�B�i�\�͂��\���ɔ����o���Ă��Ȃ����B�j
�@���ʂȐ����ł��邪�A���ꂪ�����ł���Bhkora11�Ƃ��Ă̐��ł���B
�@��ɁA���݂�Nj�����̂��E�l���B�I���͖����̂ł���B
�@�c�O�Ȃ��玄�͐E�l�ł͂Ȃ����A�����ڎw���Ă��邩������Ȃ��B
�ڎ���
(2014/06/20)
�@�����͏��āA�鎭�T�[�L�b�g���o�C�N�Ŋ��������o��������B�A���A���[�T�[�Ƃ��Ăł͂Ȃ��A�Q�����̃z���_��Â�HMS�Ƃ����v���O�����̃x�[�V�b�N�E�R�[�X�ł̎��ł��邪�B
�@�c�O�Ȃ���A���̎��̃T�[�L�b�g���s�́A�[������ɂȂ����̂Ŕ����̒��ƂȂ�A�R�[�X�̃C���[�W���B���������̂����邪�A���܂�U�߂鎖���o���Ȃ������L��������B�i�o�C�N���I�����[�h�d�l�Ń��[�V���O�^�C�v�ł͂Ȃ��������A�^�C���͐H�����̗ǂ����������悤�����B�j
�@���̃v���O�����ł́A�I�����[�h�̃o�C�N�̃e�N�j�b�N(�u�t�Ɍ��{�Ώۂɂ����قǘr�͗ǂ��I�H)������A�I�t���[�h�ł̃g���b�L�[�ȑ��s��R�̏����~��ȂǐF�X�Ɗw�ׂ�ǂ��@��ł������B
�@���̎��̍u�t�̒�Ԃ̘b�Ȃ̂��낤���A�w�P���~�̃^�C���ɂ́A�P���~�̔\��(�d�����������ȁH)�����Ȃ��B�x�Ƃ����l�Ȋi���߂������t���`������B����a����ɂ͂��ꑊ���̉��l�����߂�K�v�����铙�̓��e���Ɖ��߂��Ă���B(�u�����Ŗ����͂���ȁI�I�v�Ƃ��Ƃ�邪�B)
�@�������A����ɏK���ăo�C�N�ɂ͕K�v�ȏ�̗ǂ��^�C�������Ă����Ă����B�ł��A���肪�����Ă������|�����Ă����B�������A���ɂ͑ウ���Ȃ��I
�@���������������Ƃ����ƁA�����͌��ǂ̏��A�_���Ȃ̂ł���B
�@���߂���̂̕i����Nj�����ɂ́A�Ή����K�v�Ȃ̂��B
�@�ŋ߂̎�҂́A���s���������Ȃ�����A���ǂ̏��A���������߂Ȃ����z�ɂ���悤���B�����A���s�͕K���ƂɂȂ�B�Ƃɂ��Ȃ���Ȃ�Ȃ��̂��B�łȂ���ΐ����͒͂߂Ȃ��B�i��Ȃ��U������ł���A�悭�l����K�v�����邪�B�j
�@�Ƃ���ŁA�Ⴉ�肵���̖��d�̏��ƂƂ��ẮA���ƁA���C�Z���X�͎��Ă��Ȃ����ǁA�p���O���C�_�[���y�����̂��B
�@�Ⴂ���͊댯�Ȏ��ɒ��킵��������̂Ȃ̂��B���̎�҂͂ǂ��Ȃ̂��ȁH�i���ł��@�����A�p���O���C�_�[�͒��킵�������B���C�Z���X���C���炵���B�j
�ڎ���
(2014/06/18)
�@�p�[�\�i���Ȕ͈͂ŁA����̎s�̂���Ă���܂��͂����\��̑��`���u��I�ԗv�f�Ƃ��āA
���@�f�U�C���@�F�@�����ڂ��ǂ��͖̂��͓I�B�ł��A�g�p���̍l��������Ă��邩���d�v�ȗv�f�ɂȂ�B
���@���i�@�F�@�R�X�g�p�t�H�[�}���X�Ƃ��čl���Ă��A���i���������͖��͓I�B�ł��A�i����������Ζ��Ӗ��ŁA�ǂ����̂͊�{�A���i���������B
���@➑̃T�C�Y�@�F�@���܂�傫���Ȃ������A�ݒu�ꏊ��I�Ȃ��̂ŗǂ������B�����W�ł��������ǂ��̂ŁA�����̎��ɂ��z�����������ςށB
���@���`���x�@�F�@���������ǂ��Ɍ��܂��Ă��邪�A�i������B
���@�É����@�F�@�ƒ�Ŏg�p����̂ł��邩��A�܌������͖̂��f�ɂ܂�Ȃ��B
���@���S���@�F�@�ƒ�Ŏg�p����̂ł��邩��A�F�X�Ȉ��S��͏d�v�ł���B�܂��A�r�o�K�X�Ȃlj����������ɗ͂Ȃ������d�v�ł���B
���@���`�͈��@�F�@�K�x�ȃT�C�Y�ł���K�v�����邪�A���`�ʂ�120mm�p�ʂŁA������200mm�ʂ��K�v�ȋC������B
���@���`���x�@�F�@���Ȃ���0.1mm�ʂ̐��x���K�v�Ǝv���B�ŏ����`�T�C�Y����0.5mm�ʂ͗~�����B
���@���`�s�b�`�@�F�@���Ȃ���0.02mm�ʂ͑Ή��o���ė~�����B
���@���`�����@�F�@FDM������SLA���������邪�C���N�W�F�b�g�����֘A�����낻��o�����Ăق����Ƃ���B
���@���`�ޗ��@�F�@���蕨�ȊO�ł���A���p�I�Ȏg�p�͈͂ɑς�����ޗ��̑Ή����~�����Ƃ���B
���@���`�ޗ��̋������@�F�@�Ȃ��̂≿�i���������̂͌h���A�I��F��f�ޑI�т��o���āA���萫���ǂ������K�v�ł���B
���@���`�f�[�^�����\���@�F�@�\�͂��������Ƃ͏d�v�ł��邪�A���ׂ̈ɔς킵���ݒ��K�v�Ƃ���̂Ȃ�A�����K�v�ŏ����̍��ڂ̊ȈՑ��삪�K�v�ł���B�܂��A�������x�Ɛ����̎��F�����ǂ������d�v�ł���B
���@���`�f�[�^�������@�F�@Windows/Mac/iPad���̎g�p�ł�������[�����Ă�����̂�I�т����ˁB
���@�l�b�g�ڑ��@�F�@��{�A�X�^���h�A�����^�C�v�ł��鎖�͏d�v�ŁA�X�Ƀl�b�g�ڑ���������ƐF�X�ƕ֗��ł���B
���@�����@�^�@�F�@�F�X�ȋ@�\���t���Ă���Ɨǂ����������ǁA�w�тɒZ���F�ɒ����x�Ō���I�Ȏ������邩��A�l�i���グ�邾���̗v�f�Ȃ̂����B
���@�Ď��@�\�i�J���������E�l�b�g�ڑ��j�@�F�@���S�ɖ��l�����Ă��ǂ��ꍇ�͗L�������ǁA�ق����炩���ɂ��ĉЂʼnƂ�������������B
���@�}���`�J���[/�t���J���[�Ή��@�F�@�����őΉ��o����̂���]���ˁB�t���J���[�̓C���N�W�F�b�g�^�C�v���o������܂Ŗ��������B
���@���`���̎d�グ�@�F�@�]�v�Ȏd�グ��Ƃ��s�v�Ȃ̂����z�ł���B
���@�����e�i���X���@�F�@�����ŕێ炷��ꍇ�Ƀ����e�i���X�����ǂ��ƁA���`�i�������肵���u������������B
���@�ۏ��@�F�@���Ӗ��ɒ����ƁA�ςȔ����������B�Z�߂���̂��s����������B�U�����ʂ��ڈ��ł͂Ȃ����B��N�͒����C������B
���@�T�|�[�g�@�F�@���������ǂ��̂ƁA�I�m�ȃA�h�o�C�X���d�v���ˁB
���@�T�C�g��FAQ�@�F�@�ǂꂾ�����u��[�U�[�̂��Ƃ��l���Ă��邩�ڈ��ɂȂ�ˁB
���@��C���i�̋������@�F�@���ɂ���ẮA�����肷�镔�������邩�瑶�݂Ƌ����̃^�C�����O�͏d�v�ł��傤�B
���@�R�~���j�e�B�[�̑����@�F�@�������ق����ǂ��݂����B�����͖����Ă����Ƃ��Ȃ��Ă��邯�ǁB�ł��AROM�͂��Ă�ˁB
���@3D�f�U�C���\�t�g�̓Y�t�@�F�@�����Ă��ǂ����ȁB�ł��A�֗��ȃ\�t�g������Ƒ��u�̗��p���l���オ�邩���B
���@�M���@�F�@�ƂĂ��d�v���ˁB�U�����̂Ƃ���́A���ʁA�����ۂ��������B
���@���T�C�N���@�F�@�S�~���o���邾�����₳�Ȃ��d�g�݂͏d�v�ł���B
���@���`�f�[�^�[�̉��H���@�F�@����ɖ����ł��Ȃ��l�����ŁA�����ɂ͏d�v�ł���B
���@�������@�F�@����ɖ����ł��Ȃ��l�����ŁA�����ɂ͏d�v�ł���B
���@�n�b�L���O���@�F�@����ɖ����ł��Ȃ��l�����ŁA�����ɂ͏d�v�ł���B
���@���`���̎��F���@�F�@���`���̏�������₷���̂͗ǂ��B�ł��A���������܂Ŋm�F�o���Ȃ����u�ł��ǂ��B���`�������ɂ��B
���@�v���b�g�t�H�[������̎��o�����@�F�@�ȒP�Ɏ��O���鎖�ɉz�������͂Ȃ��B
���@��蔭�����o�@�\�@�F�@���R�A����ׂ��@�\�ł���A�x���ƈꎞ��~���̓��삪�o���邱�Ƃ��]�܂��B
���@���J�o���[�@�\�@�F�@����͖����ł��낤���A���Ȃ��Ƃ����̔����ł̈ꎞ��~�ƁA���̖�������̍ĊJ���o����Ɨǂ��̂����B
���@�\���@�F�@���łł���Ȃ���y�ʂɏo���Ă���Ɗ������ˁB�A���A���`���ɐU���ŗh���U���鎖���Ȃ������d�v�B���삳����������o���邾�����ɂ��Ȃ������̂ł���Ɨǂ����낤�ˁB
���@�f�ނ̋��������@�F�@���`�����ɂ��قȂ邪�A�K�ŏڍׂɐ���ł�������ł��鎖���]�܂��ˁB
���@�v���b�g�t�H�[���̐������@�F�@�����Ńv���b�g�t�H�[�����̐������C������@�\���~�����ˁB
���@�M���b�v�̓K�����@�F�@�����ŃM���b�v��K���ɏC������@�\������Ɨǂ��ˁB
���@���R�x�̊g���@�F�@�P���ȓ��삩��A��葢�`�ʂɓK�ȑ��`�����ŏ����o����l�ɂȂ�Ɨǂ��ˁB
���@�g�p���K���͈��@�F�@���x�⎼�x�ȂǁA��ʓI�Ȑ����͈͓��ł̓���ۏł���Ɨǂ����낤�ˁB
�ȂǁB(��l�ōl���Ă���ƃk�P������̂ł��������B)
�@�Q�l�ɂȂ邩�ȁH�i�F�X�����Ă��邯�ǁA�����̎��������ł��Ă��Ȃ���������ɑ��u���ł���̂ł���B�j
�@�����h�C�c���̍����ׂ�FDM�����̑��u�̏Љ����Ă���ˁBSLA�����ɔ���i���̂悤���B
(2014/06/20)
�@��L�̃h�C�c����FDM�����̑��u�wCOBOT�x�A�_�u���m�Y���ł��悻�T�T���~�A���`�T���v���ʂ肾�ƁA���̂������ǂ������B
�@���`�O�̃m�Y���̑��`���̉�삪�{����Ă��邩�ǂ����ŁA�w���ӗ~�����������B�����A�ւ���SLA���u���͌����I�����B
�@�悭�T���v���摜������ƁA�ϑw����������l�ŁA�ςȘc�݂������邪�f�U�C����̂��̂��ȁH
�@����������FDM�����̑��`���ŁA�^�T�C�g�̏��ȊO�ŃT�|�[�g�������x�ő��`���̏o�����ǂ����͂��܂茩�����Ȃ��ˁB�o�����ǂ��̂͑�����H�Ŏ肪�������Ă��邵�B�{���̑��`��ڂɂ������̂�����ǁA�Ȃ��Ȃ����̂������Ȃ��ˁB
�@���{�b�g�A�[�����H��FDM�����̑��u���o�����Ă���ˁB���̎�͐́A���Y�Z�p�ɍݐЂ������ɕ��i�����@����������Ă��������v���o���B
�@���̂Ƃ��́A����v���O���������O���������ׂŁA��͂ȃp�\�R���ł��Ȃ�̎��Ԃ������Đ������Ă����L��������B�ύX����ɂ��Ă��ȒP�ɂ͂����Ȃ������悤�������B
�@���̃A�[���������ǁA���`�͈͊O�ł̃A�[���̓��������邩��댯�ɂ܂�Ȃ��̂ŁA���S��͔��ɏd�v�B�܂��A�ғ��X�y�[�X����ɍL���K�v�Ƃ���B
�@���[�N�O�̓������\������A�c�[���`�F���W�@�\������Ɨǂ������B(���R�A�����@�̓n�[���j�b�N�E�h���C�u����ˁH2014/06/27)
�@���̗l�ȕ������p�����������N�@�\�i�f���^�����̗l�ȍ\���j�ɑ��āA�V���A�������N�Ɖ]���炵���ˁB����̃|�C���g���̎��𗘗p���Ď����m�����ѕt������i�����N�j������\���B(2014/07/06)
�i2014/06/22�j
�@ABS�ł̑��`�̗l�����ǁA���\�Y��ɑ��`���Ă���T�C�g������悤���B�A�Z�g�������W�̏Љ�����Ă����Ƃ���B
�@����ς�A���u���ǂ����Y��ɑ��`�o����悤���ˁBC170���n�Z���x�����������グ����AABS�ɂ��Ă͊��ꂸ�ɏڍׂȑ��`�������B�o�k�`�͗n�Z���x�̃o���c�L���傫���̂ŁA�����s�����ʂ����ɂ����悤���B
(2014/09/18)
�@���{�b�g�A�[�����̑��u�ŁA�c�[�������ƂŕύX���鎖�Ń}���`���u�ɂȂ���̂��o��̗l�ł���B���̑��u�A�ғ������ɐG���ƒ�~����Z���T�[��������Ă���l�ŁA���������鎖�͔�����ꂻ���B�ł����p�͂���̂Œ��ӂ͕K�v�ł���B�i�~�܂邾���łȂ��A�E�͂���@�\�͂���̂��ȁB�j
�ڎ���
�i2014/06/18�j
�@�����̑��`���x�����ǂ̒��x�܂Ō��サ�Ă��邩�̊m�F�Ɖ]�����ŁA�ȑO�ɒf�O���������s�b�`�̑��`�m�F�����s���Ă���B
�@����ACubeX�ł�0.02mm�s�b�`�܂ł͑��`�\�ŁAC170�ł�0.015mm�s�b�`��OK�ŁA�X��0.01mm�s�b�`���m�F���ł���B
�@���ꂼ��X���C�T�[��KISSlicer�𗘗p���Ă���B(���u�͖���������B�H�v�͂��Ă��邯�ǁB)
�@C170�ɂ��Ă͎ד�����ABS�t�B�������g���g�p���Ă���B(�n�Z���x�̃o���c�L�͈͂ň��肵�ė��p�ł���̂ŁB)
�@����0.05mm�s�b�`�ŋ�J���Ă��鏑�����ݓ���ڂɂ��鎖�����邪�A���ʂɑ��`�o���锤�ł���B���`���Ԃ͕K�R�I�ɑ������邪�B
�@�܂��A�m�Y���a�̐ݒ��M���������悤�����A����͌����̍E�a�ŌŒ肵�������ǂ��Ǝv���̂ł���B�M��̂Ȃ�f�o������t�B�������g�a�̕��ł��낤�B
�@�X���C�T�[�͊�{�I�Ɏ����v�Z���s���\�t�g�Ȃ̂ŁA�ݒ肳�ꂽ�p�����[�^�ɉ������Z�o���ʂ�f�o���̂����A�s�m��ȕ����𑝂₷�Ɩ킩��Ȃ��Ȃ锤�ł���B
�@C170�ł�0.01mm�s�b�`���`�����ǁA���`���ƃm�Y���Ƃ̌��Ԃ��m�ۏo���Ȃ��̂��A�u�R���R���v�ƃt�B�������g�������o���Ȃ������Ă���B����ς�_�������B�ȑO���͎|�����`���Ă���悤�����A���̌��ۂ��o��Ƃ������͂��܂��f�o�����o���Ă��Ȃ����ɂȂ�B�܂��AZ���̐��x���Ⴂ�����Ӗ�����B
�@�����撣���đ��`���Ă���B�u�R���R���v�Ɖ����������Ă��Ȃ��B���`�����������ł���B
�@���`�����B���`�T���v���͈ȉ��̉摜�B
����́A���̒��x�i���T�C�Y��25%�̂��́j
 |
�G�N�X�g���[�_�̉𑜓x���Ȃ�����A���`���̕\�ʂ̏o���͔��Ɉ����B
�ڎ���
(2014/06/13)
�@�ړI�Ƃ��鑢�`���邽�߂ɂ́A���u�̑I�ѕ����ł��d�v�ɂȂ�̂��낤���A�����f��(�t�B�������g��)��X���C�X�\�t�g�Ƃ��̐ݒ肨��юg�p���ł����E�����Ǝv����B
�@�K�ȕ�������̂ɂ͌o�����K�v�����A�X���C�X�\�t�g�̐ݒ�̒ǂ����݂ɂ͎��Ԃ��K�v�ł���A���҂̏������傢�ɎQ�l�ɂ��ׂ��ł���B
�@�A���A��������ł͂Ȃ��̂ŁA�悭���`���ώ@���鎖���d�v���낤�B
���Ȃ��ɂƂ��Ắw����x�ɂȂ��Ă��܂����H�@/ ���`���y���߂�l�ɂȂ�܂�
���`�i�������߂���� / �t�B�������g�̏d�v��
�X���C�T�[�̐ݒ�ɂ͖��\�Ȑݒ�͑��݂��Ȃ��I�H
�������A����ł���B����ǁA����ł���B / ���̂Â���
�ڎ���
(2014/06/11)
�@Cura V14.06�ł́ABFB�t�@�C�������鎖���o����l�ɒ�`���lj�����Ă���B���ɂ���قǑΉ��t�@�[�����lj�����Ă���B
�@����BFB�t�@�C���̐����̓��e������ƁA�ǂ����CubeX�ł̎g�p��O��ɂ��Ă���R�[�h��f�o���l�ł���B
�@����ŁACubeX�p�̑��`�f�[�^�������o����������[���������ł���B
�@���̃o�[�W�����ł�BFB�t�@�C����M001�̃R�[�h���f�o����邪�A�����M101�ɕύX����Α��`�o�������ł���B
�@�Ƃ���ŁA�Ȃ��BFB�t�@�C���̐�����lj������̂��낤�ˁB���ꂾ���ACubeX���[�U�[��������ĉ]�����Ȃ̂��ȁH����Ƃ��C�܂���H
(2014/06/12)
�@���X�����ݒ�̏C�����K�v�ł��邪�ACubeX�ő��`���\�ł��鎖���m�F�o�����B
(2014/06/13)
�@Cura�œf�o����BFB�t�@�C���̑��`�R�[�h��CubeX�ŗ��p����ꍇ�ɂ́A�ǂ����ɒ��ӏ����������邩���ׂĂ��Ȃ����ǁA�J�[�g���b�W��f�o����Ȃ�����A�Ԉ�������������Ƒ��`���o���Ȃ����肩�j�����邩������Ȃ����炲���ӂ��B�i�����A�傫�Ȃ����b���Ƃ͎v���܂����B�j
(2014/06/16)
�@Cura V14.03�̎���XP�ł̗��p���ɕs����������̂����AV14.06�ł����`�f�[�^�����m�F�����ɕs�������A�m�F��Ƃ����Ɉ���������BXP�̗��p�͂����_����������Ȃ��B
�@����V14.06�̓o��ŁACubeX���ĕ]�������̂��ȁH�m�Y���̍E�a����0.5mm�ȏ゠�邩��ڍׂȑ��`�ɂ͌����Ȃ����ǁA�{���̑啨���`���u�Ƃ��Ă̒n�ʂ͕����������ȋC�����Ă���B���_�A�t�B�������g�͈��������p�o�����B
�@���낻��A�m�Y���̉��ǂł����悤���ȁB�����ɒ����̃z�b�g�G���h���͂��Ȃ��B�Ӓn������Ă��邩���B�����O�ɒ������Ă���t�B�������g���͂��Ȃ��B
�@0.3����0.4mm�ʂɓf�o����PAL�t�B�������g���E�ɒʂ�����ԂőϔM���̓G�|�L�V�ڒ��܂ōE���ǂ��ōd����A�M�Ńt�B�������g�Z�����Đ��`���ďo���オ��Ƃ����l�Ȋ����ŏo���オ��Ȃ����ȁH�ォ��h�����ʼn��H����ɂ͐��x���܂߂Ĉ��肵����Ƒ��r���Ȃ��B
CubeX�̃A�b�v�O���[�h / CubeX�̑��`�Ώۉ��P�H
�ڎ���
(2014/06/10)
�@�ӊO���������ǁARaspberry Pi�͌��\���j�����̂������ˁB�o�ꂵ��2�N���o�߂����ʂ̕��������悤���B
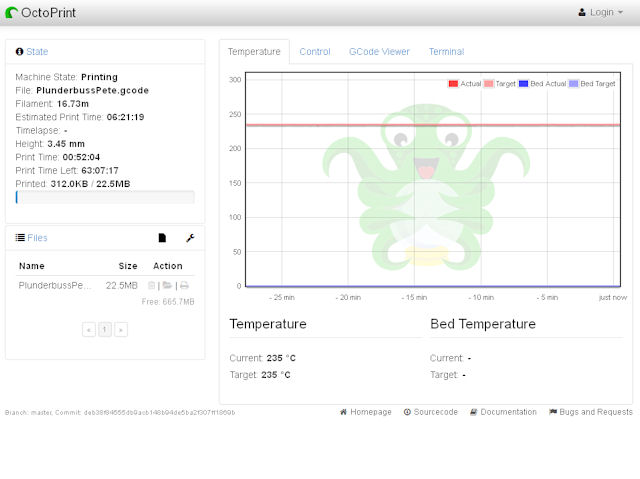
�@�����́A�Ƃ��鑕�u���n�b�N����ړI�ŒT���Ă����炽�܂��܌��������ǁA���ł�OctoPrint�Ɖ]���v�����g�T�[�o�[���N�����āA�l�b�g���[�N�o�R�ł�C170�ւ̓]���Ƒ��`�Ǘ��Ɋ��p���Ă���B�������ŁA�\�����܂߂ĂR���i��j�ۗL�B
�@�t�@�C���V�X�e����SD�J�[�h��Ɏ������Ă���̂ŁA�������̎��������Ɍ����\�ȂƂ��낪���C�ɓ���B
�@�ŋ߁A�l�C���o�Ă��Ă��邯�ǁA��͂Ȃ������Ⴞ����ߑ�Ȋ��҂͂��Ȃ������悢�B�����ǁA������Ƃ����ړI�ɂ͈����Ŗ��ɗ����u�ł���B
�@�d�͏���Ⴂ�̂����͂ŁA�N�������ςȂ��ł�����ȉƓd�̑ҋ@�d�͂����C���g�킸�ɍςށB
�@�������g���Z�̓��W�͖{���u�Ȃ̂ŁA�܂��w�����Ă݂悤�B
(2014/06/12)
�@�����̏Z��ł���n�悾�ƁA��ʂ̌��������͂ǂ����Ă����������Q���قǒx���̂ŁA�{���w�����ɂ����Ď�ɓ����ꂽ�B
�@�ς��Ǝߓǂ݂ł��邪�A���\�[�������̘M��������ڂ��Ă���悤���B���̓g���Z�ł���B
�@��قǁA�������Ɠǂݒʂ��Ă݂悤�B
�@�r�������ǁA���̓��W�L���͂ǂ��炩�Ƃ����ƃn�[�h����������݂������ˁB�l�I�ɂ͂��̕����D�݂̏�����肵�āB
�ڎ���
(2014/06/09)
�@FDM�����̑��`�����Ă���ƁA�T�|�[�g��{�̂������ςݏオ���Ă������ɋ��x�������āA���`�m�Y���Ɉ��������Ă����܂ꂽ�肷��l�Ȏ�������B
�@�����ł��A���̗l�ȑ��`���̖����������邽�߁A���`���̎�����͂ނ悤�ȓ���̑��`�����ɑ��`���A���̒��ɖ{�̂̑��`�������Ⴂ�ʒu�܂ʼnt�̂����l�ȕ��@���s���̂ł���B
�@�������A�͂O�ւ͉t�̂��R��Ȃ��悤�ȏ��K�v�ł���B�܂��A�t�̂͐��ł͂Ȃ��A�f���v����n�����悤�ȗ����̂ŏՌ��̗l�ȗ͂ɂ͌ł��Ȃ�A����ȊO�͔�r�I��������������̂��g�p����̂ł���B
�@���u�̐U�����̉e���ʼnt�ʂ��g�ł������オ��悤�Ȍ��ۂ���������̂ŁA���̗l�ȏ��l�������t�̂����I����̂ł���B
�@�t�̂����������e�Ղ��낤���A�ė��p���\�ł��낤�B�܂��A���`�����t�̂���菜������A�����ŏ\�����Y��ɂȂ邾�낤�B
�@�c�O�Ȃ���A���S�ɃT�|�[�g�Ȃ��ɂ͏o���Ȃ����A���Ɋȗ������`��ł��\���Ɏx���ɂȂ锤�ł���B
�@PLA���`���ɂ͗�p�ړI�ɂ����p���AABS���`���ɂ͕ۉ��ނƂ��Ă̖��������������肷��̂ł���B��C�����������ǂ��̂ł͂Ȃ����B
�ڎ���
(2014/06/09)
�@�����ۗ̕L���Ă��鑕�u�́A�ǂ�������܂�ǂ��v��Ȃ����X�������悤�ŁA���X�������肷��Ƃ��낪����B
�@���{�l�͎g�������悾�Ǝv���Ă���̂����A�Ȃ��ɂ͗��p���@�𗝉������ɔj��̓��i�ސl�X������l���B
�@���R�A��肪���邩�珑�����ݓ����s���Ėڗ����Ă���̂��낤���A�����ł͂Ȃ����p���[�����Ă�����X������l�Ɏv���̂ł���B������́A�����ď������݂����鎖���Ȃ��̂��낤����B
�@���ہA�ǂꂭ�炢�̕��X�������u�𗘗p���Ă���̂��s���ł���̂����A�������̑��݂ł͂Ȃ����낤�Ǝv���̂ł���B
�@�Ƃ���ŁA�ŋ߂̓N���[�����w�����Ĕ̔�����Ƃ����r�W�l�X���W�J���Ă��邻���ł���B
�@�r�W�l�X�����ɍs���Ă��鏊��N�Ƃ�����X�ɂƂ��ẮA�ڋq�����x���o���Œ~�ς���������Ɏ肪���肪������̂ŁA��薞���x�����߂��T�[�r�X�W�J���o����悤�Ȃ̂ł���B
�@�ǂ������A�����Ɗw��łق����Ƃ��낾�B�����Œ��Ă���̂����B
(2014/06/12)
�@�����̃T�C�g�͊�{�A�����̖��ɗ�����O���ɒu���Ď��s���낵�Ă���̂����A�ǂ��������̎����Ƃ����Ƃ�Ȃ����Ӗ��ȏ��̕�����������ڂɂ���B
�@�����̗l�ȑ��݂��H�Ȃ̂��킩��Ȃ����A�����Ɩ𗧂�~�����̂ł���B
�@���X�T�[�r�X���߂��Ń{�����e�B�A�I�ȗl�������邪�A��{�͎��Ȃ̔\�͂ʼn������ė~�����̂ł���B
�@�q���g�͐F�X�ȂƂ���ɑ��Ă���B�T���Č����o���E���邩�ǂ����ł���B
(2014/06/13)
�@�ꕔ�̐��҂̎茵�������w�E�͎Q�l�Ƃ��āA�③�`�l�⓱���܂��Ȃ����S�҂ɂƂ��ẮA���s������̂�������O�Ȃ̂Ōo����ςޏ�ŁA��ڂɌ��ė~������������B�����둢�`���s����ł̃m�E�n�E�ɋ߂������͉����ɂ����m�ɂ͎�����Ă��Ȃ��̂��B
�@�����ŋ߂̐���オ��Ȃ̂ŁA�r���Ԃ��Ǝv���̂ŁA�C�ɓ���Ȃ����͂��邾�낤���A�����ڂŌ��ė~�����̂ł���B���A�q���g���o���Ă��炢�����������邪�B
�@���������A���҂̕��X�͂�����x�̒ǂ����݂��o�����ĕȂ�c�����Ă��鎖��\�ɂ��Ă��Ȃ��B�i�������݂�H��Η����o���邪�A���������A�����܂ŃR�}�ڂɃ`�F�b�N����l�͏��Ȃ��B�j
�@���̋��n�ɂ͑����̎��Ԃ�v���Ă��锤���B�����悤�ȃ~�X�����Ă���ł��낤�B����Ƃ��V�˂Ȃ̂��H
�@�Ƃ���ŁA�����͂��̊E�G�i�C�O���܂߁j�ł͂ǂ̗l�ȕ]��������Ă���̂��낤�ˁB�ӊO�ƌ����Œ��o�����摜�Ƃ��͏��������`�����摜�����\����̂����B���Ɏ��s���`�摜�W���B
(2014/06/16)
�@�ǂ����A�Ăѕ������̗l�ȏ������Ă���l�����A���͂����܂ꂽ����ق��ꂽ�肵���W�҂��T�{�^�[�W�������݂Ă�������̎҂̏������݂̗l�ł���B
�@����҂̓o�J�ł͂Ȃ��̂ŁA����̏͑f���Ȕ������Ƃ������Ȃ̂ł���B�����̗l�Ƀo�J�ۏo���̑��݂͋H�Ȃ̂��낤�B
�@�����̏ꍇ�́A�����̏ɖ������o���Ȃ��Ȃ�A���u��X���C�X�\�t�g�y�уt�B�������g��F�X���ׂāA�F�X�ȏ��̏������W���Ĕ�r���ĉ�����������͍����Ă���������B�����ɑ��u�������m�E�n�E�������̂��Ǝv������ł����̂�����̂����B���`�i���ɉߓx�̊��҂��������B
�@�����A�������u���̖��̕��������̂��낤���A���ꂪ���u�̎��́i���E�j�ł���ꍇ�����X����B
�@���߂���̂��ǂ̒��x�Ȃ̂��ƁA����Ɍ��������u�ł��邩�̔��f���o��������K�v�ł���Ǝv���̂����A�����܂ŏo���Ă���l�ȃp�[�\�i�����u���[�J�[�͖����ɋ߂��Ǝv���̂ł���B
(2014/06/26)
�@�ŋ߂͂߂����葢�`���̑��`�̏Љ�����Ă���ˁB���̎�̏Љ�T�C�g�֘A�̓��[�J�[�哱�ł̃��j�^�[�֘A�����������̂��낤���B
�@���[�J�[�̐����������Ȃ����猸��̂�����\���͍����̂��낤�B
�@�Ƃ������́A����ς菬���͋H�Ȃ̂��ȁB
�ڎ���
(2014/06/06)
�@�����{�ʂŁA������PolyFlex�̃t���L�V�u���t�B�������g�����w�����Ă݂����ǁA����͂������Ă݂��̂����A�ǂ���̑��u�ł��܂Ƃ��ɋ������ĉ����o�������o�����ɓr���ŃN�l�N�l�ƋȂ����Ă��܂��̂ł���B
�@�ȒP�ɂ͋�����K���ɂ��鎖���o�������������B�������@���l���o���Ȃ��Ɩ��ʂɂȂ��Ă��܂��B�����A���ʂɂȂ肻���B
�@�Ƃ肠�����A�Ȃ�Ƃ�C170�ɂ͋����\�ŁA���`���튮���B
(2014/06/07)
�@���\�A���̃t�B�������g�ʔ�����������Ȃ��B
�@���܂ł̃t�B�������g���ƁA�J�`�J�`�̍d���������o���Ȃ��āA�t�B�M���A�ȂɎg���ɂ͓����̎��Ȃ����܂����|�[�Y�̏�����x�ɂ������p�o���Ȃ����ǁA���ꂾ�Ɠ����Ɍ��E�����邯�ǁA������Ƃ����|�[�Y�̕ύX�Ȃ͑Ή��o�������B���ɐj����}������ł����A�Ȃ����ʂ�ɕό`�o���������B
�@CubeX�ɂ����l�̏��u�����݂āA�����\�ł��鎖���m�F�ł����B
�@�����A�_���������̂͋C���������������ׂ�����B�{���́A������27���B����������l�ȋC���B�_������������31�����Ă����B
(2014/06/08)
�@�T�|�[�g�t�̑��`���s���Ă��邯�ǁA���܂łƈႢ�A���`�����N�l�N�l���邩��܂�鎖��S�z���Ă��܂����A���Ƃ������������đ��`���Ă���B
�@���O�ɑ��`�������̂������������肵�����ǁA�����͂������Đϑw�������܂߂ėǂ��L�т�B
�@�x�b�h�ւ̒��t�������ɗǍD�ŁA���ɐڒ��܂�u���[�e�[�v�������Ă��蒅����l���B
(2014/06/09)
�@���������A�t�B�������g�ɐH�p�����R�[�e�B���O����ƁA���u�̑��`�����P�����Ƃ����\�����邯�ǁA������đ��u�̂ǂ�Ȗ������P����̂��낤���B�����������u�̂��̖������P���鎖���̂��o���Ȃ��̂��낤���B
�@���̌��ʂ͏����������R�[�e�B���O���鎖�ł̐����̋z��������������d�����鎖��}��������A���ƔM����ꍇ�ɐ�ɋC������Ȃǃt�B�������g���̂̉��x�ω���x�����铙�B�܂��A�t�B�������g�n�Z���ɏo������������ݍ���ŃT�C�Y��傫�����邱�Ƃł̕��V���镨���ł̉����}�����B
�ڎ���
(2014/06/04)
�@�ǂ����A�R�c�v�����^�[�̃r�W�l�X���f���́A���W���̒Ƀ|�C���g��u�����W�J�ɂȂ肻���ł���B
�@���̃��W���Ɋւ��Ă͖����ɒl����̗l���͂Ȃ����A�t�B�������g�ɔ�ׂĕi�����������̂ŁA�����ɑ��Ď��g�p�ł���ʂ͖ڌ��肷��X���ɂ���̂ŁA��]���ǂ��Ɠ��̂ł��낤�B����ɑ��`�f�[�^�ɂ���邪�A�����̏[�U����100%�ōs���邱�Ƃ����X����̂ŁA�g�p�ʂ̓t�B�������g�̔�ł͂Ȃ��̂ł���B
�@���u�{�̂�����ƈ������f�����������ŏo�ė��Ă����̂��A���̕ӂ�̖ژ_�������邩��Ȃ̂ł��낤�B
�@���낻��A���W���̃J���[�o���G�[�V�����������Ă��ǂ������ł���B�܂��A�}���`�J���[���ɑΉ��������f�����o�ė~�����B
�@�t�B�������g���Đ����u���W�J�����������A���W���͂ǂ��Ȃ̂ł��낤�B
�@����ɂ��Ă������A��������C�����Ȃ��B���̓��A�̕����ł�����30�����Ă���B����������������34�����Ă���B
�@����Ȋ���FDM�����ő��`���s���ƁA�ȒP�Ɏ�����+6���ʂ͏オ���Ă��܂��B�N�[���[���邩���BSLA�͖������ۂ��B
(2014/06/05)
�@�����y���^�̑��`���u���o�ꂵ�Ă���ˁB���ڔ畆�ɑ��`���Ă���v�����[�V���������邯�ǁA�畆���ɂȂ�Ȃ��̂��ȁH�ڂɂ��ǂ��Ȃ����������ǃ��K�l�Ȃ��ō�Ƃ��Ă����v�Ȃ̂��ȁH(���\�A�C�A���������Ă���l�����ǁA�ޗ��̐ߖ�ׂ̈ɋ�C���������Ă���̂��ȁH)
�@���̕����Ɠ��l�ɂ��āA���W�����m�Y���̐�[�ɉ����o���Ȃ���UV LED���ŏƎ˂��đ��`����3D�v�����^�[���o�Ă��ǂ��Ǝv���̂����B
(2014/06/11)
�@���W���̋����ɂ��ẮAAmazon�Ŏ�舵�����Ă���郌�x���ɂȂ�����A���S����SLA�̑��u���w���o����ˁB
(2014/06/16)
�@���W�����g�p���Ẵ}���`�J���[���Ή������A���̂悤�ȕ��@���L�������B
a. ���W���^���N�ɐZ�������̏ꍇ
�@�F�Ⴂ�̃��W���^���N�̈ʒu��ύX����A�܂��́A�^���N�̈ʒu�֑��`�����ړ����铙�B�i�X���C�h�����^�[���e�[�u�����j
b. �m�Y�����̏ꍇ
�@���F���̃m�Y���Ƌ����V�X�e����p�ӂ��đΉ�����A�܂��́A�m�Y���̐��@�\�ŃV���O���m�Y���Ƒ������V�X�e����p�ӂ��đΉ����铙�B
�ڎ���
(2014/06/01)
�@�n�����k�C���V���̖{���̒����̃j���[�X����L���ɁA���ʂ�啝�ɂƂ��āw�R�c�v�����^�[�x���f�ڂ���Ă����B
�@�Ȃ��Ȃ����t�����ł̋L�q�ŁA���������t���o���邾���r�������D��������ł���B
�@���������̋@��ɂR�c�v�����^�[�̎d�g�݂��������ꍇ�ɂ́A�w�\�t�g�N���[���x���ɂ��悤�Ƃ��Ă������A�����悤�ȋL�q������B
�@���ƁA�w�R�c�v�����^�[�͈���@�ł͂���܂���B�u���̑��`�@�v�Ƃ��������̂ł��B�x�Ƃ��邪�A�m���ɂ��̒ʂ�Ȃ̂����A�c�O�Ȃ���w���`�x�Ƃ������R�Ƃ������̂���������Ȃ��悤�Ɏv���̂ł���B���ł�����֗̕��Ȍ��t�ł���B
�@���A�L���̂R�c�v�����^�[�̃��f���̎ʐ^���^���{���̍ŐV���f���ɂȂ��Ă��鎖�́A�Ƃ���l�ɂ͓˂����݂ǂ���ł��낤�B
�ڎ���
(2014/05/30)
�@�����A�R�c�v�����^�[�͋߁X�A�N���E�h�ڑ��݂̂ł����`���ۏ�������鑕�u�Ƃ��ēW�J�����ł��낤�B
�@�܂�A���`�f�[�^�͗\�ߐ������s���A�m�F��A�X�ɍ��x�ɈÍ������ꂽ���L�[����M���đ��`���s�����u�ɂȂ�̂ł���B
�@���̍l����ᔻ����̂�����ł���B
�@�����A����ɔ��R���āw���R�x�����߁A�w����x���A���_�[�O�����h��舕�����悤�ɂȂ�̂��B�}�[�N�����Ώۂɂ��Ȃ�B
�@���̃f�W�^���R�s�[�i�^��@���j�̎d�g�݂��l����A���ʂɗ��p����ɂ͕s�ւ͖������A��@�s�ׂ��s���҂ɂƂ��Ă͖��Ȏd�g�݂ł���̂ƕς��Ȃ��B
�@���`���ɂ͐l�HDNA�iRNA�j�����ߍ��܂�āA���Ȃ��Ƃ����`�������u������o����l�ɂȂ邾�낤�B
�@���̏������݂���ԉ��̏������݂̏��ׂ��A�����̔]�ɂ��Ȃ�̈��͂��������Ă���B�㓪���Ɉ�a������B�iP.M. 4:55���j
�@�����͂����ȏ�ɃN�V���~���ł�B
�@�܂��T���ł͂��邪�A�k�C���͉Ăł���B�������B
(2014/05/31)
�@�ǂ����N�V���~���~�܂�Ȃ��Ǝv������A�ǂ����ԕ��ǂ̗l�ł���B�ڂ��V�o�V�o���ĕ@�����₦�Ȃ��B�k�C���ɂ͖k�C���Ȃ�̉ԕ��ǂ�����B
�@�����̏��A�}���ȏ����ŋG�ߊO��̉ԕ����T���U�炵�Ă���l�ł���B
(2014/06/01)
�@�ǂ����������S�̋L�q����Ő\����Ȃ��̂����A�F�X�Ƒ��҂̋L�q��ROM���Ă���ƁA�₽��Ǝ����̂��鏑�����݂����鎖������B�����Ԃ␔���Ƃ�������ʓI�Ȏ����Ȃ�[������̂����A�������␔�N���̎����������鏑�����݂�����ꍇ������B
�@�ǂ����A�ނ�Ƃ͐����Ă��鎞�Ԃ��قȂ�悤���B�������Ⴄ�̂ł��낤�B���Ƃ����āA�������قȂ鎞��ɑ��݂��Ă��邩������Ȃ��B
(2014/06/01)
�@�\�̃N�V���~���ԕ��ǂ̃N�V���~����ʂ����Ȃ��B���Ȃ��Ƃ����͖ڂ��V�o�V�o���Ă��Ȃ��̂ʼn\�̕����H
(2014/06/03)
�@���܂�ɂ��Ǐ�(���ɂƕ@��)�������̂ŁA���ז������ł݂��炩�Ȃ���P���Ă���B�C�����ςł̑̒��s�ǂ̉\������B
(2014/06/12)
�@�k�C���̌���ŁAA�^��O�^�̌��t���s�����Ă���l�Ȃ̂��B400cc�̌������Ăт����Ă���̂ł��邪�A�����������������̂������ז�����(���p)���Ă���̂ŁA�����t���ɍ������ė��p���l���Ȃ��Ȃ邻���Ȃ̂ōs�����ɂ���B
�@����A�n���̐l�͌����ɋ��͂��ė~�����B�������ɂ������Ă������ǁA�Љ�v���̈�ł��B
�@�{�݂ɂ���邯�ǁA���ݕ���H�ו����^�_�Œ����āA�G�������u���Ă��邩��A���������̂ƉɂԂ�������ɂ͗ǂ�������H
�@�����A�����͍L���Ȃ��悤�ɁI�I���Ȋ������Ă���I�I
(2014/06/14)
�@�{���A�������Ă��܂����B400cc�̌����ł����A���O�̌������������Ȃ荂�߂ŁA�������ƒf���鐔�l�ł��������]�Ԃŋ삯�����Ƃ������ŁA�p�X���Ă��܂��܂����B�y�j���̏��ׂȂ̂��삯�������͔��ɍ��ݍ����Ă��āA�}�_���w�œ�����Ă��܂����B
�@�����葱���̃V�X�e�����ς���Ă��āA�Z�L�����e�B�[�W�ŐÖ����F�ɐ�ւ���Ă��܂����B�����ȑO���ς킵���Ȃ��Ă��܂��B
�@�����͑����ɂȂ��Ă���ł��傤���H���ς�炸�A���t�����̌��ʂ��|���B
�ڎ���
(2014/05/28)
�@�����ŋ߂̎G���̑����ɂ͖ڂɗ]������ǁA����͐V���Ȕ��\�̑O�G��ł����āA���悢���傫�Ȕ��\�����������߂Â��Ă���B
�@�傢�Ɋ��҂��Ă��邪�A���҃n�Y���ɂȂ邩������Ȃ��B
(2014/05/30)
�@�܂������̂ɁA��|���|���ƘR��o���Ă����ˁB���ςȓ��{��g���Ă��܂����B���ȁB���ɂ����邯�ǁA���������B�i2014/06/01�j
�ڎ���
(2014/05/26)
�@�ۗL���Ă��鑢�`���u�ɂ��āA���낻������Ɏ��g�������ƍl���Ă���B
�@��{�I�ɑ��`�𑜓x�����コ�������̂ŁA�G�N�X�g���[�_�W�ƃz�b�g�G���h���тɃm�Y���ӂ肪���S�ł���B
�@CubeX�ɂ��ẮA�m�Y���̍E�a�̉��P�ƃG�N�X�g���[�_�̌����@�\�������l���ASCOOVO C170�ɂ��ẮA�G�N�X�g���[�_�̌����@�\�����ƃz�b�g�G���h����ł���B
�@����́A�����Ƃ����Ă������i��g�ݍ��킹��l�ȕ��@�ɂȂ�̂ŁA����̗l�Ȏ��͍ŏ����ɂ��悤�ƍl���Ă���B
�@�Ƃ肠�����A���肪�e�Ղȕ��̒�����u�̂��ڍׂȍ\���i���@�j���E�z�����m�ɂ��Ă����K�v������B
�@���������A�ȑO�ɃT�|�[�g�ɉ����ړI�Ə̂��Ċ��z�����̏������߂����A�c�O�Ȃ���o���Ȃ��|�̉ł������B
�@(�d�q���i�����t���Ĕz�����Ă�����w����x�Ƃ����̂ł���A�w��Ձx�ł͂Ȃ��B)
�@�����g���F�X�ƗD�ʐ����������čs���Ȃ��ƁA�����Ɋւ��Ƃ���Ȃ̂ŁA�������Ȃ̂ł���B�Ƃ͂����Ă��A�����ɂ͂Ȃ��Ă��Ȃ����B�i���낻��A��`�L�������Ȃ���Ȃ�Ȃ����ȁH�j
�@�Ƃ���ŁA�Ƃ���l�͖��Ɏ���������̂��A�킴�킴�G�N�X�g���[�_���肪���������咣���Ă����ɂ��ւ�炸�A����\�͈͂ł���Ή����̎��݂�����Ă���̂͂Ȃ�Ȃ낤�ˁB���Ȃ��Ƃ��A�������͏��������`���Ŗ��炩�ɂ��Ă���̂�����Ȃ�̈Ӗ����Ȃ��悤�ȋC������̂ł���B
�@���������A�ނ̎��͂̍����́A�ގ��g�̑��`���⎩��̃G�N�X�g���[�_�֘A�Ŗ��m�Ȃ̂�����A��������P���ʂ͖������낤�ɁB
�@�ʓr�A�����ł��v�悵�Ă���̂��ȁH
�@�ޗ��ォ�炷��ƒl���늴������Ƃ����Ƃ���Ȃ낤���ǁA���H���x�ʼn��P�o������͂��肪�������ǁA�ꕔ��u��������悤�ȏ��u�������i�K�ŕʕ������ɂȂ�̂�����Ӗ����Ȃ��B�܂��A�^�Ђ͐����c��ׂ̈̎������B�̎��g�݂�����A�|�������Ȃ���Γ|�Y�ɂȂ邾���ł���B(X9���Q�Ăďo�����ӂ肩����z���������낤�B)
�@���ƁA�l�I�ɂ͊ւ�肽���Ȃ��̂ł����ɏ�������ł����̂����A�n�Z���x�ݒ�����ĖڕW���x�����P�O�`�Q�O���ȏ���Ⴂ���x�܂ł����㏸���Ȃ��͍̂��{�I�ɂ��������̂ł͂Ȃ����낤���B
�@�������������ʼn��x�ݒ�����Ă��āA�����̉��x���m�F���Ă���̂ł��낤���A�����ς蕪��Ȃ��B
�@���x�ݒ�Ɋւ��ẮA�����ł���d���e�ʂɋK��������l�ŁA���ő����̏�������l�ȏł́A�ڕW���x�ɓ��B�o���Ȃ��͌o��������B
�@���̏ꍇ�A��p�t�@������苭�͂Ȃ��̂ɒu���������ꍇ�A���x���ݒ艷�x�܂ŏ㏸���Ȃ��ň��肷�錻�ۂ����������B
�@�l�I�ɂ́A��p�t�@���͂�����i4000rpm�j�ŐÉ��^�C�v�ɂ��������A���x�̃o���c�L������܌������Ȃ��Ĉ��肵�đ��`�o����B
�@���݂ɁAC170�Ɋւ��Ă͗n�Z���x245���̐ݒ�ŏ㏸���x�������4�`5���Ԉʂ͑��`���삵�������o�������邪�A����ȏ�̉��x�ݒ�̓m�Y���̓����̎����`���[�u�̎��p�ϔM���x�t�߂Ǝv����̂ŏグ�Ă͂��Ȃ��B(�ǂ��̉��x�̓ǂݎ����t�B�[�h�o�b�N���Ă��邩�͕s���Ő��m�ȏ��Ȃ̂����s���B)
�@���̌���A�m�Y���̋l�蓙�݂͂�ꂸ���Ȃ��g�p���Ă��邪�A���x�ݒ�ɂ��Ă͐������Ȃ��̂ŁA���ȐӔC�Ƃ������ŁB
�@(���̐ݒ�́AABS�̃t�B�������g�ł̑��`���Ɏ��݂��B)
(2014/05/28)
�@�G�N�X�g���[�_�̑���M���̌a�Ȃ��ǁACubeX�̃M����SCOOVO C170�����������T�C�Y�̗l���B���ꂾ���ł��\�͍�������B
(2014/05/31)
�@C170�ɑ��Ẳ������ڂɃz�b�g�G���h����������Ă��邪�A����͉��x�Ǘ������肵�Ȃ���肪����A�ݒ艷�x�ɑ��ā}10���ȏ�̕ϓ�������ׂł���B
�@���ꂾ���ϓ�������Ɛݒ�̒ǂ����݂��o���Ȃ��A���ʂƂ��čŒ�n�Z���x�ɑ���10���ȏ�̉��ʂ𗚂�����K�v������̂��B����āA�ݒ艷�x�������Ȃ�B
�@�Ƃɂ����A���x�����ɕۂĂ�l�ȏ��u���K�v�Ȃ̂ł���B�~�M�e�ʂ𑝂₵�Ă�鎖���܂��d�v�ɂȂ�A�����āA�ۉ��\�͂����コ����K�v������B
(2014/06/03)
�@C170�ɂ��ẮA�����ă{�[�f�������ɂ��Ă݂悤���ȁB�X�e�b�s���O���[�^�[���R�l�N�^�[�ڑ��Ńw�b�h�Ɏ��t�����Ă����̂ŁA�S�Ď�菜�������o����̂ŁA�F�X�ƃ^�C�v�̈Ⴄ�����������m���߂�ꂻ���ł���B
�@�z�[�f�������ɂ���ƁA�X�Ȃ�w�b�h�̌y�ʉ��������߂�̂ŁA���`����̍������ɂ���^�����������ǂ����낤�B�{�[�f�������̖��_���������邪�G�N�X�g���[�_���̌����@�\�̑g�ݍ��킹�̎��R�x���オ��B
�@�K���ɕ��i�W�߂��Ă��邯�ǁA���ꂾ���̋��z�o���A�V�����R�c�v�����^�[�����䔃���Ă��܂��قǁA�����ɂȂ��Ă���̂������������肵�āB
�@�{���Ɉ����������n�߂Ă���B
(2014/06/09)
�@X4�Ƃ������^�ő��`�T�C�Y�ƃR�X�g���_�E���������f�����o���݂����B��Ђ��e��Ђɓ��������Ƃ������ŁA���悢�搶���c��̈����~���̗l�ł���B
�@���̃��f���ł́A�܂�����PAL�I�����[�ɖ߂��Ă���悤���ˁB�q�[�g�x�b�h���Ȃ��Ȃ�C170���l�ɂȂ�BABS�̖�荎�����o���Ȃ������悤���ˁB
�@�����ƂȂ��Ă��邯�ǁA������̓|�Y����������������ˁB�e��Ђ̌o����x�Ɏx�Ⴊ�Ȃ���悢���ǁB
(2014/06/12)
�@C170�̑��u�́A�n�Z���x��250���z���Ń��~�b�^�[�������A���u���~���铮�삪�m�F�ł����B
(2014/10/19)
�@C170�̉��x�̃o���c�L�ł��邪�A�t�@���̉e���h�~��PID�̍œK���ň��艻�ł����B
�@����������{�I�ȕ����̑��@�����炩�ɏo���Ȃ��̂́A������ł���B
�ڎ���
(2014/05/18)
�@�T�C���X�}�[�g�o�R��PLA�t�B�������g���g�p���Ă݂��̂����A���̗n�Z���x�ɂ��ẮA���܂łłɎg�p����PAL�̃t�B�������g�ɔ�ׂāA���Ȃ�ቷ�ŗn�Z���S������肵�Ă���悤�Ɏv����B
�@���`�Ƃ��Ă͔��Ɉ��肵�Đϑw�o����l�ŁA�I�[�o�[�n���O�ɂ��������ł��邪�A���ނ̌a������߂ōd���X���ɂ���BCubeX�ɂ͉��Ƃ��M���M�������o�����Ԃł���B�i�G�N�X�g���[�_�܂ł̃`���[�u�̍Ōオ���ɃL�c�C�p�x�ŋ������Ă���ׁB�j
�@�A���A�������ۗL���鑕�u�ł͑��`�s�b�`0.25mm�ɂ����čŒ�ł�174�����x�͕K�v�ȗl�ł���B160���ł��n�Z���ċ����o����l�����A���`���x�����Ȃ�x�����Ȃ��Ɨ��p�o���Ȃ��͗l�B
�@�g�p����t�B�������g�Ɋւ��ẮA�������F�X�Ƃ���̂�G�R�[�h�������̃p�����[�^�[��`���������݂��Ă��܂����A�����ȒP�ɕύX�o����X�N���v�g��p�ӂ��Ȃ��ƃp�����[�^�[���ώG�ɂȂ肻�����B�i���͎�C���ŊԂɍ������D�D�D�B�j
(2014/05/19)
�@���x���߂́A���`���̐ϑw�����ɉ����āA���\�i�K��ŕύX����l�ɂ��������ǂ����ʂ������炷�͗l�B�ŏ��Ɠ�w�ڂł̕ύX�����ł͂Ȃ��K���ȕ����ʼn��x��Ⴍ���Ă����l�ȃR�[�h�̑}�����K�v�ł���B�iCubeX�͐F�X�Ȉʒu�ʼn��x�ύX������R�[�h��f���B�j
(2014/05/20)
�@CubeX�ɋ������Ă������̂����A�ǂ���犪���ȂƋz���̏��ׂ��A�`���[�u���Ń{�L�{�L�Ɛ܂�Ă���ꏊ�������ӏ�����A���`��͑��X�ɉ�����Ă����K�v�����肻���ł���B
�@�ŏ��̈�ےʂ�ł߂̃t�B�������g�ł������̂ŁA���������悤�ȏꏊ�ɒ����ԕ��u�����ɂ͍s���Ȃ��l�ł���B
�@��͂�APLA���t�B�������g�͐������ł���B
�@�t�B�������g���d���̂ŁA�`���[�u���ł̑���ł̑��`���ɕ��ׂ����債�ċ������錻�ۂ��o�Ă��܂����B
�@�Ώ��Ƃ��āA�`���[�u��ʂ����ɒ��ڃG�N�X�g���[�_�̓�����Ƀt�B�������g��}��������@���̂鎖�ɂ����B
�ڎ���
(2014/05/17)
�@�v�X�Ƀg���Z�i�g�����W�X�^�Z�p�j���w���������ǁA2014�N6�����̓��W��3D�v�����^�[�����A���Ə��S�҂ɂ͒m���Ă����ė~������{�I�ȏ���ڂł������B�܂��A�����̓��W��Raspberry
Pi�֘A�̗l�ŁA���\�ǂ��^�C�~���O�ł̋L���̗l�ł���B
�@����ɂ��Ă��A�����m���Ă���g���Z�͕������ďd�����G���̋L��������A�ŋ߂̂��̂͂S���قǂɂȂ��Ă���̂ł�����Ɣ��q�������Ă��܂����B
�@�̂��炠��G���ŁA���̂Â���Ɋւ��Ă͌��\���j������̂ł͂Ȃ����낤���B
�@���w�Z�̍��A�f�ڂ̓d�q�H��ɂ��āA�p�[�c������ŕ��i�̍w�������݁A�����Ŕ��c�t�����ĉċx�݂̍H��Ƃ��Ē�o�������̂��B
�@������M���������̂�����ǁA���\�c�ɂ̈���ł��A�ߏ��Ƀp�[�c�����������Ȃ�āA���l����ƌ��\��[�Ŗʔ������ɏZ��ł����̂��Ɖ��������v���̂ł���B
�@��ɁA���̃p�[�c������ɂ͏����̃}�C�R����o�b��A�b�v���U�Ȃǂ̓W��������āA�悭�V�тɍs�������̂ł���B
�@����̗��ꂾ���ǁA�ŋ߂ł͐g�߂ɕK�v�ȕ�����ɓ����ꏊ�������A�l�b�g�ł̒����ɗ��炴�镉���Ȃ��ł���B
�@�̂́A�K�v�ȊY���i�Ԃ̕��i�������āA�X���ɕ����Č݊����̂���p�[�c��I��ł���������̂ł���B
(2014/05/18)
�@�L���̋L�q�Ɂw�n�Z�ϑw�����x�͗ǂ��̂����A�w�n���w�b�h�x���A�Ă���Ă���̂ɂ͎c�O�łȂ�Ȃ��B
(2014/05/28)
�@�F�X�Ɛ̂��v���o�����Ƃ��Ă���̂����A���w���̎����ǂ�����ăp�[�c�������邱�Ƃ�T�����Ă��̂�����Ȃ��̂ł���B�����A�q���̍s�����ł͂Ȃ������������A���߂Ă̏��Ɉ�l�ōw�����ɂ����Ă��邵�A�Ƃɔ��c�R�e�i���Ȃ苐��œd�q���i�����ł͂Ȃ����ǁj�Ǝ����c�������̂��s�v�c�����A������������ȓ�����鎖��g�p���@�܂ŕ����Ă����Ȃ�āA���l����ƕs�v�c���炯�Ȃ̂ł���B
�@�����A���炩�̖{�̎菕�����������̂��낤���A����ɂ��Ă����������߂��Ă����悤�Ɏv���̂ł���B
�ڎ���
(2014/05/16)
�@�����������̎��ł��邪�A�e���[�J�[��x���`���[����SLA�����̑��`���u�̔��\���������ł���B
�@���d�����W�����g�p����^�C�v�Ȃ̂����A���������[�U�[��������DLP�g�p�̂��̂Ŋ�{�I�ɑ��`���������グ������ł���B
�@�\���I�ɂ͉ғ��������Ȃ��̂ŁA��r�I���u�J�������Ղ��̂ł��낤�B
�@���ꂾ���e�Ђ��瑕�u���o�ė���Ɖ]�����́A���W���̋�����������x�����Ƃ������Ȃ̂ł��낤�B
�@����ɂ��Ă��Ȃ��Ȃ��C���N�W�F�b�g�����̃p�[�\�i���������u�W�̔��\�������̂́A���������~���n�[�h���������̂ł��낤���B
�@�l�I�ɂ́A�t���J���[�̑��`���u����ɓ��ꂽ���̂ŁA�C���N�W�F�b�g�����Ɋ��҂��Ă���B
(2014/05/18)
�@�Ƃ���ŁASLA�����̑��u�̏ꍇ�A���H�ł��镔�������܂�ɂ����Ȃ�����A���W���̐��\�Ɗ��Ǘ��ʂ����藧�Ă��Ȃ������ŁA�i���Ǘ�����ς������B���C�͓��ɏd�v���낤�B
�@�ώ����ɂ��g�p�s�\�Ȕp�t�́A��{�I�ɓ����ɂ��炵�čd�������Ă���̏����ɂȂ�̂��ȁH
�@�Ƃɂ���SLA�����̏ꍇ�A���x�Ǘ����d�v�ȗl�ŁA���푢�`�ۏ؉��x�͈͂����ɋ������߁A���ɍ������ł͗�p���K�v�Ȃ̂ŁA�N�[���[�ݔ����K�v���낤�B���u���Ƀq�[�^�[���p�ݔ����K�{�ł͂Ȃ����낤���B
(2014/06/16)
�@�ǂ��������̑��u�W�J���L�킹�鏑�����݂����Ă���l�����A���������l���Ă���̂Ȃ��SLA�����̑��u�ɂȂ邾�낤�ˁB�����A���N���ɏo�o����^�C�~���O�ŊJ�����Ă����Ȃ��ƁA������������Z������J�������ł��Ȃ��ŏI��鎖�ɂȂ�B�����AFDM���u�ɍS��Q�w�b�h�ȏ�̎d�l�̂��̂��肪����̂Ȃ�ΏI���ł���B
�@SLA���u�̏ꍇ�A���`�ɊW����d�v�Ȕ��i�̗��������̂ŁA���̌������i�̋����̃r�W�l�X���f���ŗ��v���グ��W�J���Z���ŁA���ȂŔ��i�̍Đ����s���Ă�����X������l�����ǁA���\�e�N�j�b�N�������Ƃ̂悤���B
(2014/06/17)
�@��L�ŃN�[���[�ݔ����K�v�Ə��������A���WBS�́u�g�����܁v�Ō���p�N�[���[���Љ��Ă����B�����^���p�Ȃ̂����A�ꕔ���̗�p�ɂ͗L�������ő��`���u���₷�̂ɗ��p�ł������ȋC������B
�@�w��₵��Q�x�ŐŕʂłV���W�T�O�O�~�A�P���������ςȂ��ł��d�C��P�C�T�O�O�~���x���������B
�@�����A�����̏ꍇ�͕ۗ�ނʼn��x����������@�ŊԂɍ����悤�ȋC�����Ă��邪�A���`���Ԃɂ���Ă͌������̎�Ԃ��|���肻���B
(2014/09/01)
�@�^���[�J�[�̎��̓W�J�Ƃ���SLA���u�iOEM?�j�����C���i�b�v�ɒlj������悤�ł���B���i��100���~�P�ʂŃp�[�\�i�������ł͂Ȃ����ǁB�܂��AFDM���u�Ƃ��ẮA���`�T�C�Y�A�b�v�ƃX�^���h�A���[�������ѐV����G�R�[�h�����\�t�g��SCOOVO
Studio SE�\���Ă���ˁB�Q�w�b�h�ł͂Ȃ��l�ł���B
�ڎ���
(2014/05/16)
�@�R�c�v�����^�[�l�^�������̂ŒE�����邪�A
�@�����ŋ߂̖��@�Ƃ��v����s���֘A�ɂ��āA�w�����x�̌��@��搂��n�߂Ă���l�ł���B
�@��ʋ���̏�ł́w�����x�̎��Ƃ��̂�ɂ���Ă��������ł͂��邪�A�����������́w�����x������o���邾���̑f�{�����́w�e�⋳��ҁx�Ȃǂɂ���̂ł��낤���H�܂��A�w�����x�����炷��ɂ́A������x�̏��u�����Ԃ��K�v�ł͂Ȃ����낤���B�i�Ȃ��]�ۂ��B�j
�@���݂̗l�ȏ���Ă�������ł́A�����Ă����̋����Ŗ�����������l�ȏ��L��G��Ă���̂ŁA���̗l�ȍl���ɂȂ�B
�@�����ɐ���������ǂ��̂��A���{�l���L�́w�����܂����x��w�{���ƌ��O�x�̓�ʐ��Ő�����̂��ǂ��̂��A�P�[�X�o�C�P�[�X�Ȃ̂�����ǁA�����獑�ۓI�ɂ͓��{�l���M�p����Ȃ��������̂ł���B
�@���A���́w�����x���ʗp���Ȃ����X���ӊO�Ƒ����̂��B�i�������̊T�O���قȂ�̂ł���B�j
�ڎ���
(2014/05/14)
�@�v�X�ɖ{�Ƃ�Web�T�C�g�����ɍs������A�e�p�[�c�̃o������������Ă��āA�w���o����l�ɂȂ��Ă����B�ł��l�����������̂̓G�N�X�g���[�_�[�����i�I�[�������ŁA�����o�l�Ȃ��A�����@�\�Ȃ��j���������ǁA���[�^�[�����݂̗l�ł���B
�@�l�I�ɂ̓z�b�g�G���h�������~������������Ȃ��ǁA�m�Y���̌a�͕ς��Ȃ�����A�o���鎖�Ȃ�m�Y���̌a����0.4mm�ʂɂ���������ɓ���Ȃ����ȂƁB
�@���R�A�a���������G�R�[�h���ύX���Ȃ���Ȃ�Ȃ��̂����A���ɐݒ�̕ύX���o���Ȃ�CubeX�ł̃r���h���ɗ��炸�A���R�ɐݒ�ύX�o������Ȃ̂ŁA�����ɓ��ꂽ���̂ł���B
�@CubeX�ɂ��ẮA�m�Y���̌a���傫���i��0.5mm�ȏ�j�̂ŁA�ו��̑��`�ɂ͕s�����ł���t�B�������g����ǂ��Ȃ��̂ŁA���`�i���̓C�}�C�`�Ȃ�ˁB
�@�Ƃ肠�����A�T������Ă��Ȃ��̂ŁA���������m�Y���a�̕������邩�s���Ȃ��ǁA�����o���������ł���B�i�N�����Ă���Ȃ����ȁB�E�ǂ��ŁA�J�������Ηǂ����ȁH�j
�@�Ƃ���ŁACubeX Trio��ۗL���Ă���̂�����ǁA�Ȃ��Ō���̓V���O���w�b�h��Ԃŗ��p���Ă���B���p����w�b�h�̃m�Y�������X�����A���̃w�b�h�̃m�Y���Ƃ̍����̍���݂��A�X�ɓ�̖_�����`���Ɏז��Ȃ̂ŁA����͏����㏸�����Ă���B
�@�ꉞ�A���`�O�ł̃w�b�h�̃m�Y�����̖_�ł̈���������͂Ȃ��Ȃ��Ă���̂����A�̐S�̑��`�w�b�h�̃m�Y���ł����������肪���܂ɂ���̂ŁA���`���̕ό`��h�~����ׂɗ�p�̕��@���͍�����K�v������B
�ڎ���
(2014/05/10)
�@�J�ł́A�w3D�v�����^�[���K�����ׂ����_�x��舕����Ă���l�ł��邪�A�������w�����Č��ɂ����i�K�ŁA�����x�@���q�˂Ă���Ɨ���₵�Ă����������݂����B�l�I�ɂ͂����������̂���ɂ��Ă���Ƃ������o���������̂ł���B���ӏ����ɂ����`�o���Ȃ����̂̍��ڂL���Ă���B
�@���Ȃ̂́A�ړI�������đ��`����y�ƁA������炸���`���Ă��܂��y�Ȃ̂ł��낤�B
�@���R�ɂ͐ӔC�����Ă���̂ł���B���ӔC�ł͍ς܂Ȃ��̂��B�����Ⴂ�����͂��Ă͂Ȃ�Ȃ��B�ӔC����鎖���o���Ȃ����̂ւ̑Ώ��Ƃ��āA�K�����݂������̂ł���B�����͗ǂ��Ă��A���̏ꍇ�A���l�̍s���ɂ͐ӔC�����Ȃ��ł���H
�ڎ���
(2014/05/08)
�@�{�̘b�肾���炠���ď������ǁA�w�R�c�v�����^�[�x�ŎE���\�ȏe���]�X�őߕ߂Ƃ̕ł��邪�A�������ɂ������Ă�������Ǎ�肽���l�ɂƂ��Ă͂����Ȃ���@�ł����o���Ƃ������ŁA�w�����x���K������ɂ��Ă��P���Ȃ������v�z�̎���������߂�͓̂���̂��낤�ˁA�v�z������B
�@�ނ̋��߂�w�����_�x�́A�i���ɋύt�̎��Ȃ��s�����Ȉ��z�ݏo�������ŁA���̉����ɂ��Ȃ�Ȃ��ϑz�ł����Ȃ����ǁA���̖ϑz��������Ă��܂����̂��A���̌����Ȃ̂��낤�B
�@�܂�ނ̏ꍇ�́A�����ړI�œ���𑵂��Ă��������ł́w�R�c�v�����^�[�x�ł���A������g�p�ɓ�����̂�����ǁA������v�z�𐳂��Ȃ������Љ�I������߂Ă���Ǝv����B
�@����ɂ��Ă��A�E�����f�Ɏ��e�U���Ď��˂��Ċm�F�����Ƃ������́A���@�I�ɓK��������e�̖�䰃T�C�Y�̂��̂��������Ƃ������Ȃ낤�ˁB
�@�����A�g�p�ς݂̂��̂��ƗZ���邩�Ȃǂ��Č`�ό`���邾�낤���A�Ďg�p�ł����Ԃ���Ȃ����疢�g�p�������Ǝv�����ǁA�g�p�ς݂̂��̂͗n�������R�₵�Ă��܂����̂����낤�ˁB�؋��B�ŁB
�@�w�R�c�v�����^�[�x�́w����x�Ȃ̂ł��邪�A�w�e�x�́w����x�ł���B�w����x�����̂͊�{�I�Ɍ��ł���B�������A��{�͕�����́B
�@�P�ɏe������������A�C�O�ł̊ό��̈�ł̑̌����o����Ƃ����͂���̂����A�~���s���̉������@�͑��ɂ�����l�ȋC�����邪�B
�@�Ƃ���ŁA�R�c�v�����^�[���̂��̑��̐�������̂�ۗL���Ă�����X�i�������܂ށj�́A���炩�̌`�Ōx�@�W�@�ւɃ}�[�N����Ă���̂�������Ȃ��ˁB���������̐�������𑵂��Ȃ��̂ɂ͂���ȊW������B�u�����A�����v�B
�@���{�̏ꍇ�A�{���ɋ��낵���͖̂{���̏e���g�p���ČP�������y���A���̎g�p���֎~�����l�ȏ��ɒu����ĕs�������܂��ďe������l�ȏꍇ���ˁB
�@�����A���Ȃ�̍�荞�݂����݂邩��A�������x�����Q�̂��̂�����\��������B�r�Ɋo�������邩��A���ł͍ς܂Ȃ��B
(2014/05/09)
�@�ꉞ�A�I�[��3D�v�����^�[���ł̎������ł͖����l�ŁA�̐S�ȕ���(���j��)�ɂ͋����𗘗p���Ă���̂ŁA�����T�m�@����͓���������A������e�N�j�b�N���悩�B
�@������g�т��Ȃ���Ȃ�Ȃ��̂��펯�̐��E�ɂ͂Ȃ�ׂ��łȂ����A���S�_�b��Nj��ł���قǖ��ڒ��ł����Ă��Ȃ�Ȃ��B��͂�A�g�����͎̂��g�ł���A��Ȃ����⎞�ԑт͍l����K�v������B����ł��댯�͑��݂��Ă��܂����B���Ƃ͖�����lj^���Ƃ������ŁB
�@�悭�ƍ߂̔Ɛl�ƂȂ�^�C�v�́A���ۂ͐��_�I�Ɏ�҂ł���}�����鎖���o���Ȃ��҂̕��������̂ł͂Ȃ����B���̓I�ɂ͋��҂ł����Ă����_���a��ł����͂��҂ƂȂ肤��B���̗l�ȑ��݂��~���p������̂��B�����܂ł���ƁA�@�����̏o�ԂɂȂ邪�A����ł��~���Ȃ��҂�����̂��B
�@�Ƃ���ł��A�e�ۂ̓��萫�ł͓����ɂ��Ă��A�e�ۂ�L�x�ɕۗL����y�ɂƂ��ẮA���Ă�e�������鎖�͗L���ɓ����Ă��܂��̂ŁA���������y�ɖ𗧂��ɂȂ��Ă��܂��̂��낤�B���������y�ɂ́A�ꔭ����łĂ�Ό�̎��ŁA�Ԉ���Ė\�����Ă����Ȃ������[�Ώۂ�����A�o���������Ă��W�����������l������B(�ǂ̕����܂ł��g���̂Ăɂ��āA�ė��p�\�������c�������f�U�C���Ȃ��ǁB)
(2014/05/23)
�@�C�O�ł̂R�c�v�����^�[�ő��`���ꂽ�e�̎��˂̉f���Ȃ��ǁA�����ɖ\�����Ă���l���ˁB�����͂����Ȃ鎖�����邩��A���Ȃ�̐v�����③�`�����𐮂���K�v�������A���R�A���˓��̊m�F���K�v�ɂȂ�B
�@�v�f�[�^�����Ŗ{���Ɏ��p�I�ȕ������o���邩�͕s�m���Ȃ̂ł���B���C��������B
�ڎ���
(2014/05/03)
�@�R�c�v�����^�[�Ƃ͑S���W���Ȃ��̂����A
�@�����g�̒m���s���Ȃ̂Ŋm���Ȏ��ł͂Ȃ��̂����A�j���[�����l�b�g���[�N�R���s���[�^�[���̃t�H�g���i���E�ʎq�j�R���s���[�^�[�ȂǁA����̃R���s���[�^�[��y���ɒ����鉉�Z���\������Ƃ��Ĕ����I�ȏ���O���猤�������؎�����炪�s���Ă��邪�A����ɖ��m�Ȑ��ʂ��o�Ă��Ȃ��̂́A���_��̘b�Ŏ��p������������ł͂Ȃ��̂��B
�@�����̔�m�C�}���^�R���s���[�^�[�̗��_�́A��葽���̑I�������u���ɒ��o���鎖���o�����ł́A�P���ȉ��Z�������J��Ԃ��čs�����ɂ��ړI�̒l��m�C�}���^�����D�ʐ�������Ƃ������ł����āA�����ɂ͂�����I��������ׂɕK�v�Ƃ���v���O���~���O�ɑ�������l�b�g���[�N�����̐v���Y������l���������铙�̗\�ߌ��肵�Ă��镨�̏��������K�v�Ȏ��Ȃǂ���������B�܂�A����̋@�\�ɓ��������J�`�J�`�̍����I���@����鎖�ɑ�������̂��B
�@�y���ɍ����ɊY�����錋�ʂ鎖���o���邪�A�_��̂Ȃ����߂�ꂽ���ʂ��������Ȃ��㕨�Ȃ̂ł���B
�@����āA���܂�����������l�ȖړI�ɂ͗L���ł��邪�A�����łȂ��ꍇ�͉��̖��ɂ������Ȃ����̂ɂȂ�B
�@����A���̗l�Ȍ��߂�ꂽ���e�ɂ������p�o���Ȃ����̂ɂȂ�̂����A���̐v�i�l�b�g���[�N�j���_��ɕύX�o������@�ƒl��K���ɍ��o�����@���͍�����Ă���l�ł��邪�A����ɂ͎����㖳��������B�܂�A���ʂƂ��ē����Ȃ��ꍇ�́A�s�m��Ƃ��Ă����������o���Ȃ��̂��B��ɐi������K�v������B�ʂȌ�����������ƁA��������ʂ���ɔ�߂Ă���s���S�ȑ㕨�ł�����̂��B
�@���_�A�͕ω�������̂ł���̂Ŋm��I�łȂ��̂ł��邪�A���_�i���z�j�ƌ����𗚂��Ⴆ�Ă���Ǝv������ł���B
(2014/05/26)
�@���o��Web�j���[�X�̋L���ɁA�w�X�p�R��������\�́A�ʎq�R���s���[�^�[�����p���x�Ƒ肷����̂��ڂ��Ă���̂����A��͂��p�I���@�̗l�ł���B
�@�ړI�����m�ł���A���p���l�������̗l�ł��邪�A��͂�A�܂��B
�@���ƁA�A���S���Y�����s�v�ȋL�q�����邪�A�s�v�Ȃ̂ł͂��l�b�g���[�N������l�ߍ��ޓ��̑��삪�A���S���Y���ɑ������A���ꂪ���Ȃ̂��B
(2014/05/27)
�@�̂̎d���̘b�Ȃ��A��Ƀ`�b�v���i���������鑕�u�ŁA�P�o�C�P�������}���`�}�E���g�����Ƃ������u������A���̃}���`�}�E���g�����̎������������̂����Ђ����Ă̎��̍ŏ��̒S���Ɩ��ɂȂ����̂ł���B
�@�P�o�C�P�����ł̓v���O���~���O�ɂ�铮��̎w���ŕ��i���P�_����Ɏ������鑕�u�ŁA����ɔ�ׂāA�}���`�}�E���g������20�b�ȓ��̋͂��ȊԂɐ���̓����320�_�܂ł̕��i����C�Ɋ�Ɏ������鎖���o����D����̂Ȃ̂ł���B�i�P�����P�͕��i�̋���������邾���������\�ŁA��{�A���������A���ꂾ�����Ԃ������B�j
�@�������A�P�o�C�P�����͊���Ⴄ���ɂȂ����ꍇ�́A�V���ȃv���O������p�ӂ���悢�̂����A�}���`�}�E���g�����̏ꍇ�͐V���Ȏ����p�ӂ��Ȃ���Ύ����o���Ȃ��㕨�ŁA���̎���̐���ɂ͂��Ȃ�̎��Ԃ��K�v�ł���A���̐v���̂��Ƃ���c��Ȏ�����K�v�Ƃ����̂ł���B�i������A���ƕύX���قڗ����Ȃ���������B�j
�@���R�A���̂���͂܂��E��ɂ͌l�ŗ��p�ł���p�\�R�����͖����������ゾ����A�w�ǂ̎����͎菑���ɂ�镨�ƂȂ��Ă����̂ł���B�i���̂�������J�������A�����쐬��͍��M�œ|�����ŁA�����A�ߘJ�����O�������B�Ⴉ��������ꖽ�𗯂߂��̂����B�j
�@���̊W�ŁACAD�ɐڂ���@�����A��������f�[�^�����o�����p���铹���J���Ă������̂ł���B
�@(���������������A���܂�Ɏ菑���ł̍�Ƃ��h�������̂ŁA�����ŃV���[�v�̃|�P�R���ƃy���v���b�^�v�����^���w�����Ď����쐬����v���O������BASIC�ŏ����ė��������̂ł���B����ŁA�菑�����������Ȃ茸�������A���͂̌��ɂȂ镔�i�̈ʒu��p�x�̃f�[�^�́A�v�����g�A�E�g���ꂽ���������������A�̐S�̏��ɂ�CAD���͂̃I�y���[�^�[�̃~�X�ɂ��U�蓙���������̂ŁA�v�҂Ɋm�F�����Ԃ��������B�܂��A�����Ƃ��Đ}�ʂ���}���Ă����̂ŁA�y���v���͔��ɓs�����ǂ������B)
�@�������������̂��Ƃ����ƁA���̂P�o�C�P�����ƃ}���`�}�E���g�������m�C�}���^�Ɣ�m�C�}���^���ے����Ă���l�Ɏv���̂ł���B
�@�}���`�}�E���g�����̎���̓`���[�u�ŕ��i�̎����ʒu�ɕ��i�𑗂�l�Ȍ`���Ȃ̂ŁA�l�b�g���[�N�Ƃ͌���Ȃ��������A�z�����镔��������B
�@�ړI�������ł͂��邪�������ς�邱�ƂŁA�_��ɑΉ��o���邪����Ȃ�Ɏ��Ԃ�v����Ƃ������̂ƁA�g����悤�ɂ���ɂ͔��ɘJ�͂�v�����܂����������o���Ȃ��������ł���Ƃ����Ⴂ�ł���B
(2014/05/28)
�@���������A����������I�Ȃ̂��A���o����̃��C�^�[������I�Ȃ̂��A���܂��܃^�C�~���O���������̂��A���̂��̎����Ȃ�ł��傤�ˁH�s�v�c�B
�@�w��̒��̊^��C��m�炸�x�Ƃ������ŁA�����ɂ͉��̎����B�����ǁA�m���Ă���l���m���̌��ɃA�N�Z�X�o����A�����o���邩���H�H�H
(2014/05/30)
�@����ς�A�ł��d�v�ő���̕������͂��炩���Ă���l�ȋL�����B�n�[�h�E�G�A�I�Ȑ��̍������肪��������Ă��邪�A���̕��̒l��g�ݍ��킹��p�ӂ��鎖�����I�ł��鎖�������o���Ă��Ȃ��B�i�����I�ɂ͏L�킹�錏�͂���悤�����B�j
�@�܂�A���̗l�ȑ��u���ɗ��p�o����l�ɂ���ׂɂ́A�X�Ȃ鍂���̃m�C�}���^�R���s���[�^�[�����삵�Ȃ���Ȃ�Ȃ����ɂȂ�̂ł���B
�@�ǂ���������̂͑�ςȂ̂��B�i���p�ł��Ȃ��킯�ł͂Ȃ��̂ŊԈႦ�Ȃ��悤�ɁB�j
�@���̒��ɂ́A�s���̗ǂ����������������āA���̉e�ɑ���Ȗ����߂Ă��鎖���B���Ă��܂��l�Ȃ��������s���߂��ł���B
�@���Ɂw�����x�Ȃ́A�����b�g����i�⏕�����̋����݂��j��搂��A�����I�ȁw�����S�~�x�̖������͖����ɒI�グ��Ԃł���B
�@���Ȃ��ƍ��Z���x���ŋ����펯���Ǝv���̂����B
�@���ƁA�f�l�߂��邪�A�p�������₷�K�v������Ƃ������́A�M��������Ɖ]�����ŁA���̔M�𗘗p�������d�V�X�e���͍��Ȃ��̂ł��낤���B����������߂���悤�ȋC�����ĂȂ�Ȃ��B�S�~���g���悤�ł͂Ȃ��̂��H��������邳��Ȃ��̖��ł͂Ȃ����鎖�i�������j���������̂Ȃ̂����痘�p���@���l���������ǂ��̂ł͂Ȃ����H
�@���������ė��܂����̉����������A�d�C�������Đ��f�Ǝ_�f�ɂ����i�K�ł����˔\�̉e��������̂��H�����͎v��Ȃ��̂����B��͂藘�����݂����肻�����B(�����ɍ����ƍ�����X������Ɖ]�������ˁB)
(2014/06/08)
�@���Ȃ݂ɁA�����Ɖ������d�g�݂��Ȃ��ƁA�w���f�x�͉F���ɓ����Ă����Ă��܂��B
(2014/06/16)
�@���f�Ƃ������ƂŁA
�@�䂪���z�n�̍P���ł��鑾�z�̔R���͐��f�ł���A�����������d�͏�ł̊j�Z���ł̃G�l���M�[�����ł���Ƃ������߂ł���̂����A���͑��z�n�̍ޗ��ƂȂ��Ă��镨�ɂ́A���̌��f�����݂��A���̑�������荞��ł��锤�Ȃ̂ł���B����̑��݂��A�d����Ԃ̃v���Y�}�����ł͉��ߏo���Ȃ�����������B
�@���R�A���z�����̑��̌��f���܂߂����݂ɂ͂Ȃ�̂ł��邪�A���|�I�ɐ��f����߂銄���������ɉ߂��Ȃ��̂ł���B
�@���́A���̑��̌��f���ǂ̗l�ȐU�镑�������邩�͖��m�ɉ�͏o���Ă��Ȃ��̂�����ł���B�܂��́A�\�����x�ɂ͉�͂��Ă���Ǝv���邪�B
�@���ʓI�ɁA���z���U�������ۓ��ɂ́A���̗l�ȕs�����Ƃ������錳�f�̐U�镑���ɋN������\��������̂ł���B
�@���͐������ł����z�ɋ߂��f���ł͂��邪�A����ȑO�ɂ����̓��������f�����������\�������邩������Ȃ����A���̍��Ղ�H��p�����������ł���B
�@��X�́A�ӊO�ƒP���ȍ\��������`���Ȃ��Ԕ����ȂƂ��낪����B
(2014/06/17)
�@�b���F���ɐi�Ƃ������ƂŁA
�@�Ȃ��n���͉F���ɕ����Ă���悤�ȏȂ̂ł��傤���B����́A�e�X���d�͂ň��������͂Ɖ��S�̗͂l�ȉ^�����ɂ��o�����X���ۂ���Ă��邩��H�i���͎���̊T�O�Ő�������܂����B�j
�@���āA�n���͎��]�����Ă��܂��B�܂��A���z�̎�������]���Ă��܂��B���z�n����͌n�̒��ʼn�]���Ă��܂��B��͌n�͍X�ɉ�]���Ă��܂��B���̍X�ɁA�D�D�D�B���x�̈Ⴂ�����݂���ƁA�K���Q�������܂��B
�@�F�����a�����A���̌�̔����I�Ȗc���ɂ��A���B�̑��݂���ʒu�͎��X���X�ƍ����Ɉړ����Ă���̂ł��B�����ꏊ�ɂ���l�Ɋ����Ă��܂����A���͂�����x�Ɠ����ꏊ�ɂ͂��Ȃ��Ȃ̂ł��B�~�܂��Ă��Ă������Ă���̂ł��B���ꂪ�ߋ��ւ̃^�C���g���x���������̂ɂ��Ă����ł���̂ł��B
(2014/08/09)
IBM���l�Ԃ̔]�Ɠ����\�������v���Z�b�T�[�̊J���ɐ��� �� �撣���Ă���B
�ڎ���
�O��
�߂�

