 |
2015年度
1月〜3月
4月〜5月
6月〜8月
9月〜12月
2017年度
2016年度
2014年度
2013年度
(2015/05/31)
RasPiでOctoPrint利用で造形装置を操作しているんだけど、たまたま出た造形中断現象で、ヒーターの設定温度が時間と共に0℃へ減少していく症状が出ていた。ヒーター側ではないよ。それにヒーターの温度は一定のままだった。
造形が中断していたので復帰の為に『M999』を送信して動作は回復出来たんだけど、明らかにOctoPrintの問題のような雰囲気。
そもそも、設定温度が徐々に低下していくなんてありえない現象だよね。
まあ、再現性が無いので原因究明まではしたくないが、OctoPrintのソース位は眺めておく必要があるかもね。
昨日だけど、ネパールカレー(スーリヤにて)をお持ち帰りして食した。1倍(甘)から6倍(激辛)まであるようだけど、お店の人がニコニコして『10倍(多分裏メニュー)まであるよ』っていうから、10倍のものを頼んだ。流石に辛くて口の中や唇がヒリヒリしたけど、食べられない程ではなかった。
甘いナンが辛さを和らげるのかな。でも、ルーは全部平らげる事が出来なかったので、後日にいただく事にしている。
そういば、異国の人と話すのはドキドキするね。でも日本語での会話なんだけどね。
(2015/06/04)
どうも、この現象はやはりプリンター側に問題が起きた場合に出るようだ。通信が途絶えている間の時間分、徐々に設定温度が下がっている状態のグラフが出来上がるようだ。本来なら設定温度を操作すると、その設定までほぼ垂直にグラフが変化するのだが、問題があった場合はその限りではないという事である。
ということで、問題が起こった時の原因をプリンター側に対して調査する必要があるということだ。何が起きていたのだろう?
(2015/06/05)
RasPiとOctoPrintをWi-Fi利用しているんだけど、3週間位は問題なかったけど、本日Wi-Fiでの接続が出来なくなったので、一度Wi-Fiアダプターを抜いて、再度差し込んでみたら接続出来る様になった。細かくは見ていないけど、OctoPrintはそのまま継続して動作している。
(2015/05/30)
試しに購入してみたのだが、内容量250g(リール込み276g)で約5,800円(送料込み)の透明フレックスフィラメントを入手した。かなり高価なフィラメントだね。
まさかこんなに小さなリールに巻かれているとは思わなかったが、3Dcreatorsよりも更に小さい。ほぼ半分。
ちょっと試し造形をするのは後日になるが、リール保持は何とか自作で作ってある物で間に合いそう。
|
(2015/06/13)
SCOOVO C170改にセットして造形してみたんだけど、感触が何て表現すればよいのか、固めのスポンジみたいな仕上がり。ゴムとは違った感触。
(2015/06/15)
このフレックスフィラメントだけど、前回のものは延びる方向だったけど、今回のものはあまり延びずに収縮方向に柔軟って感じ。
(2015/05/28)
なにやらブレイクスルーが出てこないと、将来的に通信容量とそれを支える電力量の増大とで頭打ちになりかねない状況のようだ。
もっと通信容量が増大出来て省電力で済むような画期的な方式の出現(量子関連?)が期待されているようである。
で、ネットに依存していくのであれば重要になるだろうが、昔に戻って個々で完結できるシステム(供給出来る物質的メディア等)を模索するのもありだろう。
こちらも小型化や容量拡大、処理速度向上や自家発電やバッテリー容量の拡大等々、頭打ちに成りかねない要素はあるが、ネット依存を軽減する方法はある筈だ。
まあ、以前は集中管理だったものが分散化し、そして重要部分は集中管理する様な構造だから、膨大に通信容量が必要になるジレンマがあるのは否めない。
これで3Dプリンターもクラウド化となると、バカみたいな通信が容量を占めるようになる。
(2015/05/31)
みらいのトビラでも似たような話がされているね。まあ、明確に答えを出しているわけではないけどね。まあ、こういう視点は小生の風刺にも取り入れたいところ。
(2015/05/27)
道路を挟んで迎えのオフィスビル?に入っていた通販業者が最近退去し、新たな借り手が物件確認に来ている。
なんか人を呼んで宣伝に役立つような業者が入ってくれると良いのだがね。あくまで口コミで販路拡大を目論んでる暖気な小生ではある。
とはいっても、切っ掛けづくりはしておかないといけないので、せっせと造形物の仕込をしているのでした。
やっぱり、オリジナルの造形物を販売するのが最も有効なのかな?
(2015/05/29)
さて、近い所からバラマキ始めている。効果が出るのは、まだまだ先の話。
(2015/08/19)
どうやら、不動産屋さんが借りたようだ。
(2015/05/25)
本日は、『チャッピー』という映画を鑑賞してきた。『アトム』的かと思ってたけど、違ったね。
そもそも、創造主としての人格者(A.I.のプログラマー?)がいたから良かったものの、ベースは悪意に満ちた世界。
『HRP』シリーズに似た形態や『ブレアリオス』(ウサギ耳)を思わせるタフさと動作の機敏さに、さすがにエンターテインメントを見た気がする。個人的に好きなの。『ロボコップ』に出てくる、ED見たいなのも出てくるけど、完全に人がコントロールするタイプだね。『ターミネーター』を感じさせる世界観もあるような?
どんだけ金が掛かっているのかわからないけど、コンピューターパワーと人力の傑作?だよね。
『チャッピー』でちょっと頂けないのは、一企業の傲慢な姿勢だね。でも抜けてるところがご愛嬌。シガニーさんもコメディーが板についてきた?
ゴースト・コピー(ダビング or ムーブ)は現実になるのだろうか?
で、新たな『ターミネーター』の公開が楽しみ。
『チャッピー』って、基本スタンドアローン型で、ネットワーク的要素は書き換え承認キーによるダウンロードのみで、あとは基本情報伝達程度の自立型。でも、制御機能が有線経由で別途ありそうで、矛盾だらけなのは無視しよう!!
そういえば、RasPi見たいな基板が出てくる。
(2015/05/21)
全然話は違うのだけれど、人間の再生能力ってどれ位まで可能性があるんだろうね。
実は飼い犬に小指を噛まれて先端5mm程を失って、もう元には戻らないと諦めていたんだけど、何だかんだで元の指の長さまで回復したのだ。
流石に神経系は不完全な様で違和感はあるものの、これもより時間が経てば元に戻るかもしれない。
なんか指を切断して、とある粉末をかけていると、元の指にまで回復する話があったが、あれは粉の効果ではなく、本来の回復機能を補助するみたいな事を聞いた覚えがある。
何処までが真実かは定かではないが、自身の指が回復するのだからある程度の可能性があるのかもしれない。端に特異体質?
で、生命的にはこの様な回復力というものが備わっているのだが、装置となると例外なく消耗や老朽化などの不具合が出てくる。
メンテナンスとして、パーツの交換やグリスアップなどの手間がいるのである。
ところで、当方のPC関連には既に枝が付けられているのかな。流石にサイバー犯罪には疎い。
そういえば、転送関連で3Dプリンターみたいな感じだったのが、『トロン』でゲーム内に人体を送り込むシーンだったかな。
レーザーでスキャニングして分子レベルで抽出していく様子が斬新だったような。明らかにありえないんだけどね。
(2015/05/20)
Reprap的に云うと、エクストルーダは二つの部品構成で、コールド・エンドとホット・エンドに分けられるようである。
で、コールド・エンド側に送り機構が設けられている関係から、専らこちらをエクストルーダ(押出し機)として扱う場合が多いらしい。
むしろコールド・エンドが何かわかり難い用語の感じである。
(2015/05/20)
最近、健康管理の為に散歩をし始めた。小一時間程のものであるが、本日は本屋までのおよそ1.5kmを往復。本当は犬の散歩に託けたかったんだけどね。帰りに高砂酒造を経由したんだけど、『甘〜い』麹の薫りがして、ここで買える甘酒を思い出してしまった。けど、実は麹の薫りは苦手なのでした。(嘗て塩麹が流行った時があったけど、小生には絶対に無理なものだった。)
確かPLAも溶融時に『甘〜い』薫りがする時があるんだけど、これも苦手だったり、ABSの溶融時の臭いは流石に犬猿したいね。
まあ、苦手でも対策さえしていれば何とかなるので、問題なし!?
それよりも、体重落として膝への負担を軽減しなければ。でも、無理すると余計に膝に悪いので、散歩程度で我慢。
(2015/05/20)
なんかZortrax M200が好調のようだ。こうなると、探りを入れてくれる勇者も出てくるだろうね。ハッキング情報が楽しみ。
で、ほぼ原型師や造形師といった、本来の装置の追い込みよりも造形物重視の方々が多くを占めているように思われる。
やっぱり、品質の良い造形物を欲しているんだよね。
小生ももっと早くこの装置に出会えていたらと思うけど、欲していた時期に3ヘッドで造形エリアが広いという事と武藤さんが提供してくれるということで、CubeXにしてしまった。
間違いは、努力で改善しているが、その努力も尽きてきた。
そういえば、武藤さんに3Dプリンターに興味があるとメールで問い合わせしたら、次の日、営業マンが尋ねて来たのには驚いてしまったのでした。
話は替わるが、小生の致命傷なのだが、金属アレルギーがある点だね。症状はかゆみが出る程度で収まっているけど、こないだ金属部品の加工をした時だと思うんだけど、その後数日間指が腫れて酷い事になっていた。注意しなきゃ。
当方は、CubeX沼やC170沼に浸かっているようだ、自身は俯瞰視しているつもりなんだけどね〜。
という事で、簡単なデザインは出来るけど、やっぱり思い描いたものがデザインしたいんで、まじめにCADやCG側にシフトしなければならないと思うこの頃なのでした。(手元にある物を極めるか、はたまた別な物に手を出すか?当然タダ同然のソフト系だけどね。昔会社で使っていたME30位の使い心地の良いCADがいいんだけどな。)
(2015/05/21)
Zortrax情報は、今はブログ停止しているようだけど、うまさんから得た情報だったね。造形サンプル関係を貼り付けたりしているから、地道にはご活躍とは思われる。早く復活してほしいな〜。
(2015/05/28)
今度の新しいやつ、完全に高級化路線のようだね。ヘッド温度もPEEK材が対応可能な380℃まで対応していて、ノズルの口径もφ0.3mmになっているようだ。また、フィラメントがカートリッジ式になり、何やらチップでID管理されているようだ。エクストルーダはダブル(だがノズルは一つ?)仕様で、二色造形やサポート材との混合造形が出来る模様。尚、造形エリアは比較的小規模のようだ。
この装置用のフィラメント径はφ1.5mmと、より小径化されているね。なるほど!?
あと、密閉式で排出ダクトにHEPAフィルター搭載って、環境にも考慮。
(2015/05/29)
多分、ボーデン仕様のエクストルーダの感じ。ヘッド部分はかなり軽量で動作速度が改善されているだろう。でも、フィラメント径が細いのはボーデン仕様には不利か?(だから硬質フィラメント、高融点。)
ところで、ヘッドの冷却はどのようになっているんだろうね。まさか水冷ではないだろうし。
(2015/05/30)
Zortrax M200の制御基板にはPIC(32Bit)が乗っかってるようだ。また、基板にはUSBのコネクターを付けられるポートがあるようだ。(マイコンはARM Cortex M3の様です。2015/06/08)
(2015/06/04)
Zortrax M200のモータドライバには最大128マイクロステップが設定できるものが載っているらしい。実際はどの程度のステップにされているのだろうね。ディテールが良いのはこの所為もあるのかもね。確かCobotも同様のマイクロステップが謳われていた。
(2015/10/21)
今度の新しいやつ、フィラメント径は一般的なφ1.75mmになったようだね。冒険は止めたようだ。
(2015/05/16)
Curaを利用して画像からリトフェインのモデルを生成して、KISSlicerで造形している。
某PLA白の消化が目的であるが、結構、リトフェインも面白いね。
PLAだとBuildTakの定着は十分な感じである。流石にABSはヒーター無しだと剥がれてどうしようも無かった。
ABSの場合、ヒーター無しではかなり剥がれ防止の対策形状を付加しない限り、ブリムだけでは頼りない状況である。
(2015/05/19)
なんかあまり良い反応がなかったから、ちょっとガッカリ。
やっぱり、ダメ某PLA白だったからかな?造形動作も時短優先してしまったから造形レベルも悪かったかもしれない。感動物にはほど遠かったようだ。
(2015/05/30)
ほぼ、某PLA白の消化完了。残り約9m。
(2015/05/16)
小生が掲げている文言であり、多分行動の原理原則である。
この『探求』を小生は現実を把握する事と、それに基づいて変更を加える事でどのような結果が得られるかを追求している所がある。
で、根本の現状を推測する事が可能であっても、その物を生成したであろうソースが入手できない以上は、仮説程度で終わってしまう。
何をオリジナルから変えて、それで良くなったとか悪くなったとかが語れないのだ。これではネタにならない。
そんな訳で、C170のファームは弄っていない。それに致命的な欠陥が今の所は無い事もあるだろう。別にコントローラーを付ける必要性も近々にはない。(本家はファームのソースを公開する事は無いだろう。)
とはいっても、動作を見ているとステッパーの参照テーブルに問題がありそうな感じや、処理の効率の悪さ関係なのか、動き(音)がおかしい時もある。(中味をトレースしているわけではないので、あくまで現象として。)
多分、よりバージョンが上のファームを書き込んだほうが効率が上がって、動作も良くなるだろう。それは書き換えて良くなった程度で終わってしまう。(コードも処理効率が良くなるような工夫が見られるので。)
次の対象のFABtotumは、ほぼ全てがオープンであり、何を変えたかが表現しやすいので、ファーム弄りはこの装置で行いたいのだ。(切削とデジタイズが出来る装置が欲しかったので、ちょうどよさげな装置だったのよ。仕様がオープンなのが何より。)
(2015/05/15)
小生の本業?の商売の話をされてもしょうがないんだけど、立場上従業員扱いだし、下手なバイトよりも手取りが少ないから糧としては心細いんだよね〜。糧に出来るほど顧客がいるわけではないし、どんどん減る一方だから、個人事業としての商売としては風前の灯火。
一応、国が決めた法律の下での商売なんだけど、これを悪用している輩がいるからあまり良い印象は無いんだろうね。
小生もこの商売のおかげで今に至るわけだけど、あまり良い思いをした覚えは無い。金がらみはいやらしいからね。
親の遺産ということで携わっているけど、横浜での会社での勤務の方が長いんだよ〜。その時の蓄財で株やら何やらの配当や売却益で何とかしている状況。(小遣いとして使える金額が僅かだから、もう大物は買えないのよね〜。どうしても欲しい時は株を売るしかないのでした。でも、配当が減るから売りたくないの。)
で、質に掛けて『品質』という部分だけど、質は『価値』の意味合いが強いのでちょっと違和感がある。
まあ、無駄な努力をしてもしょうがないという事だろうが、当の本人はこれでも楽しんでいるのでした〜。
どこかにも書いているけど、書くことがある事が何よりのリハビリだったりしている。(話のネタ作り?)
ところで、何か影響力があるのかね。たんなる戯言ばかりだと思うのだが。
小生の情報収集能力(日本語でわかり易いところ)がなくてまとまった記述がないと感じ、その不満を展開しているだけなんだけどな〜。
なんだかんだで、こうも長続きしているのは珍しい方なんだよね。でも金の切れ目は縁の切れ目ってことになりそう。
(2015/05/14)
何かFDM(FFF)の装置(PRN3D)で、改良して造形を極めている人がいるんだね。感激してしまう。
多分、基本に忠実に追い込んでいった成果だと思うんだけど、世の中には優れた人がいるものだ。
で、なにやらZortrax M200の造形品質レベルかそれ以上のものを目指して、色々試行錯誤している状況が見られるようだが、先ずは基本が出来ているかだろうね。基本が出来ていれば、自ずと次の段階へ進められるものだ。
だが、この基本が見えていない状況が多くを占めているような気がする。気がするだけ〜。(根本的な構造欠陥とも云えるものがあるものだ。)
さて、見えない部分があるにしても、所詮、人の作り出した物なのだから、なんらかの策がある筈なのである。(希望的観測)
そういえば、SCOOVO C170の値崩れが逆転しているね。何時になったら3万円以下になることやら。なったら部品取り用に確保したいけどね。
あと、C170でもABS樹脂での造形は可能だよ。ベッドもヒーター無しである程度ならいける。多分、今後もいらないだろう?
(2015/05/13)
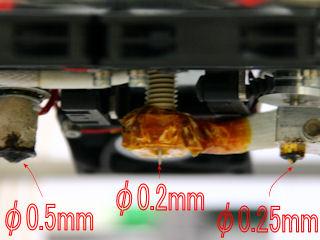
本日後半からC170にE3Dのφ0.25mmノズルを取り付けて造形しているんだけど、このノズルの吐出しが綺麗で造形もかなり良い。
やっぱり、ノズルはチャンとしたものを使わないと造形が安定しないね。
ってことで、C170もノズルの口径φ0.25mmで造形出来るようになりました。
あとは、特注でφ0.2mm以下のノズルが手に入れられるかだね。
意外とノズルって盲点かもしれないね。ノズルの出来次第で吐出しの状況が全く異なるんだから。
(2015/05/14)
さて、多分FDM(FFF)の装置では、最後にもっとも重要な要素がノズルになるんだろうね。この出来次第で品質が大きく変わるのだろう。
何分、小生の装置のオリジナルノズルは酷いものばかりだったから、色々やっても造形レベルが飛躍的に向上することが無かったのである。
流体力学の基本的な部分だから、もっと優れたノズルが今後出てきて欲しいものだ。
で、本来ならテストモデルと実証モデルとでは、装置や重要パーツを分けた方が良いと考えるのだがね。どうせ複数台持っているんだろうから。
小生も、C170がテストモデル的扱いだったけど、今後は届くであろうFABtotumがテスト機になるだろう。
(2015/05/18)
注) ここで出てくるC170とは、当方がホットエンドを改変したC170改のことである。
(2015/05/19)
そういえばE3Dノズルは真鍮製のものとステンレス製のものが選べるようになっているんだけど、ステンレス製の方が造形レベルが良いのかな?それともノズルの形状がより良い状態なのかな?(追加加工でより絞れるとか?熱の伝導率や比熱関連で優劣あるかな?)
試しに入手してみようか?
(2015/05/29)
ノズルの素材の件だが、ステンレス製を用意しているのは、コメントに真鍮製に鉛が含有している素材を敬遠する場合などの選択肢らしいが、ステンレス製の場合、真鍮製より造形スピードを落とす必要性があるなど、不具合もあるとの事。
また、0.2mm以下のノズルの提供は考えてないか質問したら、気にはしているようだけど、あまり拘っていないみたい。必要であればいつでも提供可能なのだろうが、根本の需要が少ないのだろうね。
(2016/10/17)
仕様書
(2015/05/12)
せっかく購入してあるのに使わずに置いておくのはなんなので、C170のベッド(2枚の内の1枚)に張って造形してみた。
で、どこかに表面をアルコール拭きしない方が良いと記載があったことから、安易に脱脂が出来なかったので、見事に張り付かなかった。
そこで、『しわなしPit』を塗りつけたら、なんとか造形が進められた。『しわなしPit』は脱脂がわりに表面を維持するためのようなきがする。
意外と手で触ったりするだけで、油分が表面に付くんだよね。脂性じゃないよ。かさかさで新聞のページもめくれないくらいだから。
とにかく、『BuildTak』の表面は丁寧に中性洗剤かなにかで水洗いするほか無いだろう。表面も素手で触らないようにしよう。
(2015/05/13)
やっぱり、ベッドにヒーター無しだと、ABSはそのままでは張付かないね。『しわなしPit』大活躍。これだと、取り外しも容易。
(2015/05/15)
流石に広い範囲の場合は、『しわなしPit』ではまにあわないようなので、CubeStickに変えた。なんとか造形してる。
(2015/05/09)
ここのところ有益な情報が欠落しているような雰囲気だし、路線変更とも思える違った方向性に進んでるようで、なんか寂しい状況に成ってきた。
こんな感じなんで、ある程度淘汰された感があるんだけど、小生にとっては力及ばずといったところかな。(まだまだ、なんかしなきゃ!!)
学習できる情報は記載してきたと思うけど、一向に賢くなっている雰囲気がないね。
まあ、日本語が適切に使用できていないのと、使用単語を間違って使っているような状況が闊歩しているようでは、良くなる事はないのか?
沈黙が続くという事は、何か大きな変化の前触れかもしれないけどね。
そういえば、ここ最近検索結果が激変しているんだけど、また、操作されているのかな?
あと自滅してしまったのか、見れなくなっているところもあるね。
(2015/05/08)
さて、個人で3Dプリンターを導入して本来の造形目的(3Dプリンターのクローン生成を除く)に活用している人達は、3Dプリンターの個人所有者の大体何割位なんだろうね。
まあ、自分でデザインまでしてとなると更に限定されてしまうかもしれないが、デザインが出来る人にとっては良い道具になるんだろうね。
小生も簡単なデザイン位は出来るから、非常に重宝する。更に、かなり希望通りのものが造形出来るようになると、手放せないものになる。
(2015/05/07)
3Dオブジェクトの持つ品質は、以下の様な段階をもって劣化していくものである。
1. STLファイル化による品質劣化(ポリゴン化などで)
2. スライサーによる品質劣化(スライスピッチやノズル径などによるもの)
3. Gコード化による品質の劣化(造形順序や造形速度など)
4. 装置の駆動レベルによる品質の劣化(主にステッピングモータの解像度や能力)
5. 使用材料による品質の劣化(材料の品質や材料精度など)
6. 造形環境や装置の安定状態による劣化(温度変化や電源の不安定さ、装置の振動など)
最終的な造形物を得るに当たり、各段階で情報が失われたり不安定要素による劣化等が想定される事が考えられるのである。
(2015/05/06)
さて、スライサーには色々な設定項目があるが、スライサーはその設定に従って計算された結果を吐出すものである。細かくは色々とあるだろうが、そういうものである。
で、この計算に使用する設定項目として物理的に決定されるものの一つに、ノズルの口径がある。
この口径であるが、できれば実際の口径を測定するなどして厳密に設定した方が良い結果をもたらすと考えるのだ。計測するにもそれなりの道具が必要だろうが。
注文通りの口径のものが届いているのなら、その値を指定すればよいが、物によっては見当違いの口径になっていることもある。
もし、違った口径で造形すると、旨くいく場合はそれでよいが、期待はずれの造形結果をもたらす事も多いと思うのである。
まあ、拘れば限がないが、基本は大切だという事である。
(2015/05/06)
3Dプリンターでは一見無縁そうな分野に思われがちだが、造形方法やフィラメントやレジン等の材料に関しては、化学が重要なのはお判りだろう。
で、流石に材料方面には個人的には手が出せない分野なのだが、とある企業がこの分野を身売りした時は、もうダメだなと感じたものである。多分もっとも影響力がある分野だと感じていたからだ。(他の分野は、簡単にマネができてしまう感じなので。)
日本の企業として化学の分野に強いところは、なんだかんだで生き残りし、成長しているような気がするのだ。
FDM方式の装置は、化学と流体力学にメカトロが加わった世界なのだと考えているのだが、違うかな?
(2015/05/03)
昨日、たまたま期をまたいだ同窓会が開催されたのだが、こういう機会を利用しない手はないので、同期の連中に精密加工が出来る旋盤屋を知らないか尋ねてみたら、旨い具合に加工してもらえそうな地元の所を紹介してもらえることになった。これで、少しは希望が持てる。
年齢が年齢だけに、ほとんど取締役関係に従事している面々ばかりなんだけど、ここは同期のよしみということで、都合をつけてもらえそうである。良かった、良かった。
さて、とっかかりとしてちょっとした簡易図面位は作成しておかないと話が進められないから、見本の画像と寸法関係の図を作成しておこっと。
(2015/05/29)
音沙汰がないので、邪道かもしれないが奥の手として、母校の設備を使用できないか尋ねてみようかと思う。キャンパスは卒業生の受け入れ体制が充実しているようなので、来週にでも行こうと思う。図書館も利用できるとのことだ。
とはいっても、何かにつけて寄付の案内が来てたので、少々敬遠していたところがあるが致し方ない。ここだと地元の色々な業者との繋がりもあるから、紹介も得られるかもしれない。
まあ、卒業して30年位は経っているから、知っている人は一人も残っていないだろうけどね。
(2015/05/02)
わざわざ立ち寄ってくれるとの連絡があったので、お土産を兼ねて、コーヒー豆を焙煎した。
今回は『ケニア産 AA+ ブラック ベリー』というものを焙煎してみた。この豆、注文時に500gしか頼んでいなかったから、ハンドピックしたりしてエラー豆はじいたら一回分の焙煎量であったので、一期一会的に好みの焙煎まで行ってみた。
多分、本来の味を出すにはちょうど良い焙煎タイミングがあるのだろうが、今回はそれを確かめる術は無い。
造形もそうだが、造形にベストな状態が多分あるのだろうが、概ね一発物で済ましてしまっている。まあ、勘が利くほどではないにしても、おおよその予測は立つようになってきている。
そういえばファームを覗いていての感想だが、ステッピングモーターのマイクロステップでの刻みで動かしているようだけど、もっと余裕(2ステップ単位とか3ステップ単位)を持たせた動作にした方が安定すると思う。が、分解能が下がるのは好まれないのかな。また、そのような動作を組み込むとコードがより複雑になるね。
多分、良い装置は動作に余裕が含まれている筈。
今回は、応接間の片付けどうしようかな?ちょっと困った。動かしたくないものがあるんだよな〜。
(2015/05/01)
まだ届いていないけど、ゴールデンウイークはメンタリスト三昧といきたいね。
でも、内容が怪しいから最後まで見るかどうかは不明。
そういえば、このメンタリストのタイトルは最初はRed関係で、後にBlue関係になっているんだけど、C170は未だに付属のブルーテープを利用している。なかなかなくならないんだよね。造形前にアルコールで拭きとれば、ほとんどミスは出ない。
で、PLAはそのままで張り付くんだけど、ABSは流石に無理があるので、最近はCubeStick(CubeXに付属の接着剤)を塗って造形しているが、これがなかなか良いのだ。
あいかわらず、ベッドはヒーター無しで造形している。多分、小生が造形するサイズでは、ほとんど問題無しである。
『BuildTak』が良いとか云われているけど、なんかABSでは難があるようだね。随分前に購入してあるけど、未だに利用していないや。
あと、『シワなしPit』も良いとか云っていたけどダメだね。CubeStickには敵わない。
メンタリスト本日届いた。タイトルのカラーは色々で出てくるね。
(2015/05/03)
最後は、リグスビーやヴァンペルトも出てくるのね。ハッピーエンド?
(2015/04/27)
国内のFABtotum到着ユーザーのレビュー等を見るに、どうやらかなりの不良が見られるようだ。
外装もプロトタイプとは異なり、かなりチープな樹脂の素のようで、塗装なしのようである。(まあ、よくあるパターンだね。)
なにやらSCOOVO C170の再来ではないか?探究心が擽られるね。(また、貧乏くじを引いてしまったか。)
貧乏性の悪循環になっているが、ろくでもない装置を幾つも持っていたり弄ったりしている限りでは、本当に良い装置に巡りあわない限り、その恩恵は体験できないものなんだよね。(ろくでもないものを良い装置に仕立てる術も必要。)
まあ、パーソナル向けである以上は限界があると思うけど、いろんな意味で品質向上を図って欲しいものである。
そういえば、今日は気温が高くなると予報が出てたので、午前中は畑おこしをしたのでした。畑といっても家庭菜園程度のものだけど。
年を追うごとに、土からはいでる蚯蚓が太くなっているのを多く見られるのは、畑には良い事なのかな?
気温の所為もあるけど、土いじりが出来るのは、何か清々しい気分になるのでした。アスパラももう少しすれば食べごろになる。また、すももの木ももうすぐ花が咲く。
(2015/4/30)
昨日ですが、我が家で取れた初物のアスパラをいただきました。すももの木も七分咲きですね、甘い良い薫りがします。
(2015/04/24)
オーダーしていた0.2mmのノズルだったんだけど、口径測定では0.25mm程度あり、穴もストレート部分がないテーパーが掛けられた終端だからまだ広がるかも。(吐出し速度が速いと、吐出し端が暴れる。)
とりあえず取り付けて造形確認しているけど、問題なく造形しているようだ。
取り付けられるノズルの形状が限定されるから、やっぱり簡単な旋盤位は用意したほうがよいかな。やっぱり加工屋さん探しておこっと。
(2015/04/26)
大抵のノズルの先端って、平らな面に孔があり、口径のわりに周りの肉厚がかなりある状態のものがある。稀に先端を絞っているものもあるが。
Merlinのノズルはエアブラシ用のものらしく、先端が非常に細い。そして、この先端の細さが、造形には非常に有利に働いているようなのだ。
で、今回入手したφ0.2mmのノズルもφ1.25mm位の面にφ0.25mmの孔が加工されている状態なので、周りに0.5mmの余分な肉厚があるわけである。
これだと、せっかくの小径ノズルの効果が薄れるので、先端の肉厚を削って細めてみたのだ。
削った効果はあったようで、初期の状態よりも直前の造形物への接触などが軽減して旨く造形出来るようになっている。
最近、色々と購入したりするものには、そのままでは小生には都合が悪くて、追加加工する必要性のある物が多々あるようになってきているが、だいぶ拘りがでてきたのだろうか。
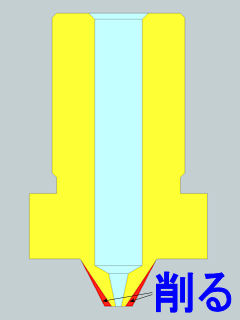 |
| 肉厚の分だけ、直前の造形部分に接触する可能性があり、変形をもたらす要因になりうる。 |
(2015/04/27)
ノズル径をもう少し厳密に測定したら、口径はφ0.3mmはありそうでした。やっぱり某中華経由の代物は品質悪いね。如何わしい所から買うのやめよっと。
 |
 |
| サイズ25% ABS サポートありで造形。もしかしたサポート無しのほうが出来が良いかも? | |
(2015/05/04)
ノズルは本家のE3Dから手に入れることにした。但し、ここではφ0.25mmが最小のようである。
で、MerlinのホットエンドもReprapdiscountで別途注文してみた。ノズルも予備を含めてみた。
(2015/05/07)
今朝早々だけどFedEx早いね、Merlin Hot Endもう届いた。E3Dは普通郵便にしたから、まだ無理だね。
Merlinのφ0.2mmのノズルは、実質φ0.25mm前後って所だね。
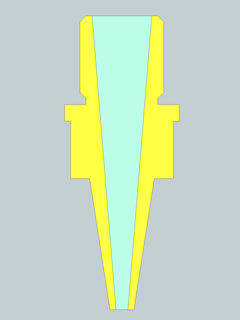 |
| 吐出し口に対して、緩やかなテーパーで押し出される。 肉厚は非常に薄い。ステンレス製? 基本、エアー・ブラシのノズルである。 Merlinの場合、このノズルの前段で溶融し、フィラメントが一旦絞られて供給されている。 |
(2015/05/12)
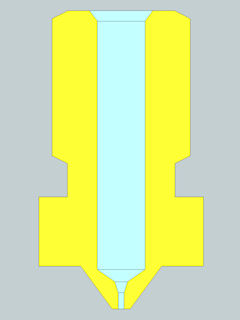
E3Dのノズル本日届く。中にはグミが付加され、これぞとばかりE3Dのステッカーまで入っていた。
肝心のノズルだが、検品サインもあるしノズルの口径もφ0.25mmと希望通り、流石だね。
 |
 |
(2015/05/31)
専門用語があるようなので、覚え書き。
『バラス効果』または『メリントン効果』
(2015/04/23)
最近、ファームウエア(Marlin)のソースを眺めているんだけど、どうも本来の装置を制御する為に適したコードにはなっていないふしがある。
まあ、コードを見やすくするという意味では良いのであろうが、もうすこし最適化したコードにした方が良い気がする。多分読み辛くなるだろうが。
汎用性をもたせる工夫が随所にされているようだが、より専用化したファームウエアにすることで、装置に特化したメリットも出しやすいように思われる。
まだ、ファームウエアを弄る所まではしていないが、FABtotumが入手出来たら色々と弄ってみようと思うのだ。
いかん、昔の仕事を思い出してしまう。でも、これは趣味の範囲だ!期限は無いし、完了させる必要もない。市場とも無縁だ。
(2015/04/29)
デュアル化で、ノズルやヒータ、サーミスターも一つの場合、まだ細かくは調べきれていないけど、temperature.cpp内の関数の一部に一行追加するだけで誤魔化せそうだ。あと、本来のセカンドになるヒーターとサーミスターの取り付け部分にはダミーを仕込むほうが安全だろう。特に入力になるサーミスター取り付けポートには。また、KISSlicerではツールチェンジする前(G-code
Deselect Extruder)のヒーターのスタンバイ温度設定をコメントアウトしておくと良いだろう。
他人のコードを読むのは嘗ての仕事柄、必要不可欠だったけど、コードの書き方の癖はマチマチだったから、完全に自分のものにする場合は、小生の我流の書式に置き換える場合が多い。特にインデットは綺麗に揃えることや、一連の処理の一行書きをやめて明確に分離するとか。演算子の前後にはスペースで空けるとか。
多分、一般に推奨されている書式とは若干異なるものであるが、それに近いもの。特に'{'は処理行の最後に付けるのが慣わし。Python見たいなインデット管理で処理を明確にするまでは拘りがないが。
あと、関数の定義の前には必ず数行のコメントを入れるとか。出来ない場合は、関数定義の右に簡単なコメントを入れるとか。
そういえば、仕事のほとんどがマルチタスク処理系やリアルタイム処理系で過ごして来たから、シングルタスクの処理の煩わしさを垣間見てしまうのでした。簡単なマルチタスク処理系に置き換わらないかな。OSが必要ですね。もっと不安定になるか?
(2015/04/30)
動作系の所を主に読んでみたんだけど、やっぱりステッピングモーターの動作間隔でしか装置は動かしていないようである。(当たり前。)
このことからもスライスデータでの細かな動きは再現されない部分があり、例えばXYは動くけどエクストルーダは動かないという状態と本来のエクストルーダ送り量では多く吐出すようなこともありうることが認識できた。
まあ、予測通りだし、現実に造形での現象としても確認できているから、そういうものなのであろう。
このことからも、装置の構造上での造形安定範囲というものがあるし、これを旨く活用することも重要になるだろう。
こんな観点から適性なGコードを生成して、造形を行う装置があるのだろう。(例えば、Zortrax M200とか。)
一応、概ね動作系に関しては、想像以上のものが無かったし、なんだかんだ頭に入ったから他のファームウエアでも読んで違いを把握しようか?
(2015/05/05)
Repetier Firmwareを眺めてみたんだけど、完全なC++コードでちょっと見方が不慣れなのでとっつき難い。コード自体は洗練されいるので非常にシンプルに出来上がっていそうなんだけど、RerRapのWiKi上から眺めている範囲ではMarlinとは全然違う物だね。きちんとC++コードも読めるようにしておこっと。
オブジェクト指向に関しては、マルチタスク処理下でのコード生成から意識はしてたけど、所詮、Cで書ける範囲でしかなかったし、Javaでも邪道な書き方をしていたので、正当な書き方はマスターしていないのでした。現役から随分遠のいているからね。アンチョコ見て確認しながらだね。
ちなみに、洗練されているという事は、実行コードも効率が良いのだろうから、動作の安定化に寄与している思われるし、その為、いろいろな周辺装置の動作も同梱出来るような余力があるんだろうね。
(2015/04/22)
この発想の装置(以前は2色で今回は4色対応)は、とにかくフィラメント生成側と造形装置側のエクストルーダの送りや戻しが正確で遅延等がない事が重要だね。また、最初の吐出し位置を特定するためのマーカー打ちが重要で、このマーカーの吐出し位置でボーデンチューブ内のフィラメントの長さを算出する術が必要になる。
あとは、使用するフィラメントの溶融温度特性を合わせる必要性と、軟質フィラメントは適応外でないとダメだね。更に、最低でもフィラメント径での色変えの長さ分が必要だから、細かな色変えには対応出来ないだろうね。
まあ、事前にマルチカラー化したフィラメントを生成する訳だから、同期が重要だね。多分、ほとんどの場合、ズレの発生が出ると思う。エクストルーダの脱調なんて以ての外なんだろうね。
何か繋ぎ前後を余分に付加することで、その付近を捨てる処理を加えているようだ。これで色変わりでのズレを防止しているようだね。で、どれだけ捨てる部分を少なく出来るかが課題だね。
ちょっと考えたんだけど、バレル内にフィラメントを通すやり方をやめて、供給はPTFEチューブだけにして、ホットエンドの固定方法を工夫すれば、以下の様な多供給が割りと簡単に出来ると考えるのだが。あくまでシングルノズル前提で、複数供給。
 |
| 画像を得る為に簡易作成。 熱の伝わりは、かなり軽減するのでは? |
(2015/04/19)
あと、ステッピングモータのマイクロステップ駆動も理解しにくいんだよな。
ステッピングモータって、ステップ角で安定的に動き静止することを前提にした物だと理解していたので、そのステップ角を更に分割して動かすような事は、トルクが最も弱い部分も位置的にあるわけだから、位置決めには不向きなような気がしてならないのである。
まあ、十分利用できる範囲で使用している分には問題が出ないんだろうけど、小生としてはリスキーな使用方法と思うのでした。
基本はステップ角で動き静止する使い方で、ステップ移動の動作をスムーズにする為の対処なら理解できるのだがね。
大体200ステップ(1.8度)の物で、XY駆動は1ステップで0.2mm程度か0.1mm程度位で、更にマイクロステップで細分化しているようだよね。
400ステップ(0.9度)とか500ステップ(0.72度)位で、0.05mm位になるのか?
駆動の微細化は、バックラッシュを少なくするような工夫がされたギヤ等での減速機構で対処するとかだね。
(2015/04/18)
少々駆動系についてなんだけど、造形装置では一軸を一つのステッピングモータで担う場合と二つのステッピングモータで担う場合があると思う。
で、特に二つのステッピングモータで駆動する場合、一軸分の駆動を分岐させて二つのモータドライバーに分けて駆動するか、一つのモータドライバーの信号を分岐して二つのステッピングモータに伝えるとかしているんだよね。これで同時に二つのステッピングモータが同様に駆動すると解釈している。
多分、個別にドライバーを動かして二つのステッピングモータで一軸を構成するのでは、動作ズレがあるから問題になると思うのだけど。
CubeXはY軸が2モータ駆動で、C170はZ軸が2モータ駆動、それぞれの制御基板は2モータ動作用に専用化した回路構成の部分を使用している。
一軸だから同一方向の動きの制御であるので問題も少ないはずである。
でだ、どのような補間処理が行われるのかファームのソースを読めばいいんだけど、CoreXYは異方向の回転や制御ステップの差を伴わないと正しく位置移動が出来ない構造であり、当然、独立したドライバーにそれぞれの動作制御信号を与えて動かすわけだから、通常の独立したXYの駆動よりも制御タイミングズレによる挙動ズレが多いはずだと考えるが、その辺はどのようになっているんだろうね。(通常のは、階段状に駆動されるとか。)
こまかな話だから無視できる範囲なのかもしれないが、ステップ動作をミクロに見てしまうと、片方が動いていない時の軌跡が気になってしまうのだ。(のこぎりの様な三角波を描くんだよね。)
まあ、FABtotumが届けば理解できるかもしれないが、机上だとどうしても納得できない所がある。
時分割(デジタル)の世界だから、アナログで描いたようにはいかない気がしてならないのである。余計な心配かもね。
デルタだと3軸同時制御だから、どれだけ不要なブレがミクロ的に存在する事やら。
(2015/04/19)
Marlin-1.0.2のコード読んでみたけど、特にCOREXYで特殊な補間はされていないね。
(2015/04/18)
武藤さんから産業用としてのFDM方式の装置が出るようだ。流石に産業用ともなると信頼確保と造形対応マテリアルの豊富さを強調する必要があるんだろうね。装置重量も350kgとヘビー級だね。
家庭用にはACサーボモータは巨大すぎて組み込み不可能だと思うけど、ファームの利用は可能かな?
意外と小型のACサーボモータもあるんだね。もしかすると、CubeXクラスの筐体内になら組み込み可能か?当然、ボールネジ駆動式。
ちょっと関係ないけど、キムワイプって食えたのか?あと、これで鼻かむと「鼻がもげる」と聞いていたのだが。都市伝説か?
(2015/04/16)
なんか性能向上に躍起になっている状況があるようだ。
但し、改造の結末は装置の寿命に影響があるから、過度な性能向上は破損の可能性を高める所業に過ぎないことに注意すべきである。
だけど、何処までいけるか挑戦したくなるもんだよね。
ベースの能力が出し切れていないので改善するのとは、ちょっと違うんだよね。
(2015/04/15)
小生の経験として、φ0.2mmのノズルで0.1mmピッチで造形して、まっとうな造形物が得られる装置を選択の基準にした方が良いかもしれない。
無論、それ以上の能力があるのなら、それに越した事はないだろうが。
この基準で、造形速度云々を謳うべきな気がしてきた。気がするだけ〜。
 |
 |
 |
 |
 |
 |
| サイズ25% PLA サポートありで造形。 | |
(2015/04/16)
そろそろ、造形レベルでの明確な基準を作ろう。そして、クラス分けしよう。
(2015/04/15)
なんかRepRap系の組み立て装置関連がにぎやかだね。結構沈黙していたとおもったら、何か動きがあるようだ。
とはいっても、小生のレベルじゃRepRapの組み立て装置には手が出せないし、装置を増やすきもないから静観状況。
なんか新たな情報が発信されるのを期待しよう。
(2015/04/16)
先人達は、更なる高みを目指しているようだ。楽しみ、楽しみ。
(2015/04/17)
なんかジレンマに陥っているようだね。ちょっとお節介だけど、小生としてはどうにもならないと思うのでした。
まあ、ひとり歩きしだしたら止めようがないのでね。
で、何かやるんだったら、公の場所にちゃんとした構造編みたいな解説を設ける必要があるんじゃないのかな。
小生は既製品ばかりだから、メーカー側で押さえられていると思われる事が、キット系では自前で確立しなければならないのだから、構造と与える影響等が説明されている事が重要になるんだろうね。構造上の限界や欠陥も見つかる筈。
あと、広く先人へのリンクを貼る事でもいいんじゃないかな。固執するのが良くない気がする。気がするだけ〜。
但し、ここは固執することが目的の所だからね。
ところで、先人の方はデュアル化でノズル持上げ式にするようだね。構造が公開されたら、C170もデュアル化してみるかな?
ファームの書き換え方法もマスターしなければ。その前に練習用のボード購入せねば!!
やっぱり、小生のデュアル化は、2in,1outノズルで考えることにしよっと。ヒーターとサーミスタはどんな結線にしとけば良いのかな?ファームを弄るのかな?Gコードレベルの操作で可能かな?
(2015/04/20)
なんか最近、ペットボトルのキャップ造形が流行っているんだね。造形レベルを客観視するにも良いモデルのようだが、飾るには不向きなものを増やしちゃうね。なんか飾れたり利用価値のある実用的なテストモデルがあれば良いのだが。
(2015/04/21)
BS01シリーズって、実験用のプラットフォーム化として最適なのかな?
(2015/04/14)
なにやらFDM方式の装置での表面のスムーズ化を図る特許をアドビが出しているらしい。(積層での段々を無くす為の手法)
一部だろうが、あれが特許として認められる物なのかね。多分、この手の手法は随分前からあるような気がするが。それとも、以前のその手の特許が切れていたのかな。
まあ、該当する動作としては限れらた範囲でしか実現できないものもあるから、実用化するには別のハードルがあるね。
個人的には、とにかくスライスする手法として、スライス前後の状況判断が行われるようなサンプリングと、補間する機能が充実してもらえれば良いような気がする。
特許って、手法が異なると同じ結果を伴うものでも別物扱いになるから、結構面白い所がある。(出願経験があるものとしては...)
ちょっと気になる / 延命目的の詐欺まがい情報にはご注意を!
ちょっとやり方は異なるが、同一レイヤ内で複数の造形ピッチの造形が出来れば、わりと品質よくガタガタが緩和して旨く行くんじゃないかな。
基本厚いピッチが基準で、そのピッチよりも低い部分の造形についてはより薄いピッチで行うのだ。で、干渉等があるから、先に薄い所を造形するのである。
多分、このような方法で造形データを生成するものがあった様な気がするが。
これだと、必要な部分だけ詳細な造形ピッチを使用することになるので、造形時間の節約になるのではないか?
但し、この方法だと、屋根の様な積み上げる側には作用するけど、その逆になるオーバング側は無理だね。あと、基本ピッチの中間になる形状も当然失われる可能性がある。
(2015/04/13)
小生が所有する造形装置の両方が、共にホットエンド変更可能でノズル口径も選択可能になったと云う事で、造形への対応の幅が広がった。
両方とも世間ではダメ装置の代表みたいな感じだが、何とかなっている。
まあ、ここまで利用しようとする輩も稀だろうが、色々と調べれば対策はあるものだ。
ということで、C170改も良い装置になりつつある。掛けた費用も本家修理調整依頼時の送料を除けば、微々たるパーツ交換で数千円で収まっているよ。無論、そんな余分な金額が発生しない方が良いに決まっているが。
3Dプリンターに関してはずぶのど素人だったけど、探究心だけで何とか道具として価値あるものに変えられたようだ。そう勝手に思っているだけ〜。
そういえば、最近3Dプリンターを導入した方で、結構勉強されているのか装置の利用が卓越している兵が現れてきているね。良い傾向。
(2015/04/11)
色々と考えを巡らしたり手元にあるパーツ類を眺めたりしていたら、ふとこれだといけるのではないかと思われる組み合わせがあった。
わりとヒートブロックからノズル端が飛び出していないE3D-V6用のノズルと、バレルを少々短く(4mm程)したもので組み合わせれば、C170のノズル長と同等のものが出来上がる。
但し、バレル径がM6とC170用のM5より大きいため、取り付け時には固定とヒートシンクを兼ねたアルミプレートの孔(ストレート)をM6用のタップでネジ山作って広げる必要があるが。(オリジナルを加工するので、躊躇していた。)
この方法だと自前で何とかなるので、あえて加工屋さんを探さなくても良さそうだ。
本家の方は一向に小径ノズルをリリースする予定はなさそうなので、汎用品のノズルが利用できる対処の方が有利だろう。
とりあえずC170のホットエンドを交換して動作確認し、サンプル造形中であるが、特に問題なさそうだ。
これでC170もノズル径サイズの交換が可能な造形装置となる。
| オリジナルホットエンド | 自作ホットエンド |
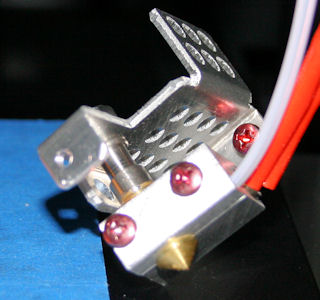 |
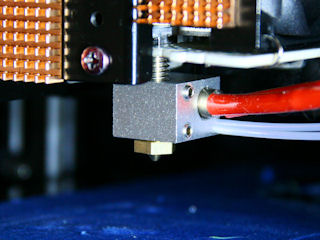 |
(2015/04/12)
幾つかサンプル造形してみたけど、結構いいみたい。
オリジナルの状態をある程度維持する為に汎用品に細工が必要だったけど、ベッドを多少下げる程度で収まった。
今回のホットエンドは、バレル内にPTFEチューブ入りのものを利用したんだけど、ノズルとの接触部分をPTFEチューブの端面にする為、バレルより若干長めにして挿入してある。長さや肉厚的にもC170のノズル内の物よりも倍以上になっている。これで、リトラクトの動作が安定しているような気がする。
そういえば、オリジナルの部分を削って(バレルの方を削れば良かったかな?)しまって元に戻せなくなっている部分があるから、造形の紹介には改を付けてみたよ。
話は替わるけど、最近、Raspberry PiでOctoPrintを利用している方々が、造形装置との通信が途絶するという書き込みを見るけど、小生の所では皆無なんだけどね。(操作側のPCのブラウザ操作が滞る事は経験があるが。iPadは勝手に切断されるとか。)
電源関係やUSBの給電関係、通信速度等など基本的な部分に問題があるのではないだろうか。
確か数週間立ち上げ状態にしていても何の障害もなかったけどね〜。(ネットワーク関連やUNIX関係の業務経験があるからかな〜。)
 |
 |
 |
 |
| PLA 上の船はサポートなし造形。サイはサイズ75%。 | |
(2015/04/13)
小生の技量じゃこんな程度の改善方法しかできないけど、結構旨くいったみたい。
まあ、エクストルーダやホットエンドがダメだって云われていたから、ホットエンドを換えてみたかったんだよね。
今までの状況でもかなり追い込んでいたと思っていたけど、ホットエンドを換える事でまだ伸び代があるようだ。といっても、より設定に忠実になったような気がするので、より考えた通りに反応してくれそうな気がする。気がするだけ〜。
CubeXもMerlin以外はオールメタルのホットエンドだから、少なくともE3D V6のホットエンドのバレルはPTFEチューブ入りの物に交換しよっと。
でも、PTFE入りにすると、ABS樹脂使用時の溶融温度設定が上限250℃付近に抑えなきゃならないんでちょっと不利かな。やっぱり、サラダ油作戦の方が良いかな?
(2015/04/17)
Raspberry PiとOctoPrintの立ち上げ状況だけど、再度試しに1週間近く立ち上げてるけど、全然問題出ないね。
ちなみに、C170の制御基板のRAMBoボードは、RasPiからのUSB電源供給だけで生きている。で、C170本体の電源はモーターやヒーター類の電源供給のON/OFFとなっているので、使わないときはOFFにしている。
(2015/04/18)
そういば、X4以降のモデルで使用のS3ノズルの内部のPTFEチューブは、わりと肉厚だよね。それと取り付け部分はM6仕様かな?
(2015/04/10)
ここ最近は、身近に精密金属加工(旋盤)屋さんがないか探している。なかなかご近所程度じゃみつからないね。板金加工屋さんは意外とご近所にあるんだけどね。
仕事柄、宝飾関係の加工屋さんや時計の修理屋さんあたりを訪ね歩いているんだけど、まだそれらしい加工屋さんを教えてもらえていない。
もう少し探してみようと思うのである。多分、依頼できる所がみつかるだろう。
で、加工して欲しいものを見せて、「何に使うもの」と尋ねられるんだけど、「3Dプリンターに使用するパーツです。」と答えると、結構好意的に色々と質問されるんで、「ホームページがあるんで、ご覧になって下さい。」と、宣伝も兼ねて検索のキーワードを伝えてきたりしている。
まあ、自分で出来ない事は、他の力を借りないと出来ないので、少しは自分の足を使って運動がてら探し回っているのでした。
そういえばどこかにも書いてあるけど、会社勤めの頃に試作室があって熟練工がいたのは、今考えるとすごく便利だったんだね〜。
(2015/04/05)
あいかわらず時差があるね。まあ、興味がないから見つけられないんだろうけど、相当古い情報なんだけどね。わざとかな?
今更感が甚だしいんだけど、CubeXに興味があるのかな?
まあ、古い装置だし、コストパフォーマンスが相当悪いからあえて購入することないとおもわれるけど、ちゃんと手なずけられる装置だよ。
カートリッジも無視できるしね。
(2015/04/04)
ここ最近は旋盤やフライス盤関係の勉強をしている。とはいっても安易な書物関連なので専門的で技量を伴うようなものではなく入門書的なものだが。
用語や定理関連が新鮮であり、3Dプリンターの様な大雑把さがないのがいいね。
やっぱり道具を使いこなすと云う事は、ちゃんとした基礎が必要な事が思い知らされる。
作業場所を綺麗に保つ事や安全の為の服装等、心構えが大切なことが判るね。作業時の切削屑や切削油なんかも飛び散るからね。
あと、基本的に基準作りや計測することの重要性がうかがえたのでした。もっと勉強しよっと。
FABTotumは3Dプリンターとしての利用よりも切削機能の利用を重視しているし、スキャニングやデジタイズとしての機能も期待しているんだけど、そのへんの情報が少ないんだよね。
よくよく思い出したら、学生時代にそれなりに弄った経験があったね。NCなんかも操作した覚えが。当然、作業服着用。多分、その頃から3Dプリンターのイメージはあったのかも。
(2015/04/03)
多分、エイプリルフールネタではないでしょうが、三つの供給で一つの吐出しノズル構成のホットエンドが出るようだ。
基本供給切替えでのマルチカラー(三色)造形のようだが、エクストルーダの制御次第で色混ぜした出力も可能だろう。
溶融構造が単一なので、フィラメントは同等の溶融付近のものを利用するのが前提だろうね。
ノズル以外は既存のホットエンドのものが利用出来るようだが、構造が巨大化する分、造形範囲が目減りするね。今後はサイズの縮小化版が出るだろうね。多分。
そういえば、この手の多供給タイプの方式では、利用しない供給側にも何らかのフィラメントを栓代わりに挿入しておかないと、旨く吐出しが出来ないような気がする。適当な所まで逆流していって、冷えて固まって詰まりが発生するとか?
まあ、それなりにテクニックがいるってことだね。