 |
 |
2017年度
1月〜3月
4月〜6月
7月〜9月
10月〜12月
2016年度
2015年度
2014年度
2013年度
(2017/03/31)
最近、小径ノズルで小さいものばかり造形しているから、専用の小型の3Dプリンターが欲しくなってきた。
さて、造形エリアが小さくても造形品質の高い造形装置はないかな?積層ピッチも0.01mm位はこなしてほしい。確か2万円程度で入手できるデルタがあったがどうなんだろうね。でも、ボーデン供給はイヤなんだよな。
(2017/03/30)
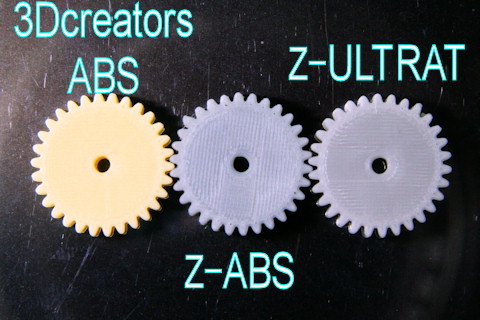
本日、アドウイクスさんの所から注文していた切り売り(お試し用)のZ-ABSとZ-ULTRATのフィラメントが届いた。
で、試しにCubeXで吐出溶融温度帯を調べてみたが、一般的な溶融温度帯でも問題ない感じである。結構推奨使用温度帯が高めな認識があったのだが、特に高温に設定しなくても利用できそうである。
ということで、C170改での小径ノズルでも利用できるか確かめねば。
そういえば、溶融時のABS臭は両方ともあまり感じなかったね。事前のPLA臭が酷かったからかな?
一応、C170改での小径ノズルでも利用できた。普段利用しているABSのフィラメントより、Z-ABSで+10℃、Z-ULTRATで+15℃で造形が出来ている。温度帯もC170での上限をかなり下回る範囲で利用可能。
溶融温度帯が高めなので、冷却等を加えるとよりメリハリが付き易いのだろう。で、やっぱり、両方とも匂いはほとんど感じられない。
まあ、値段が高いフィラメントなので、よほどの差が感じられない限り、わざわざ購入する機会は無いと思うのだが...。
|
|
(2017/03/27)
C170改に自動制御の冷却ファンを取り付けて以来、Gコードをエディタで開く作業がなくなった。スライス時に冷却ファンの開始高さを考慮する作業で済ましている。
この冷却ファンの自動制御が加わった事で、造形の品質は以前よりも随分と向上している。まあ、以前は適当な位置で100%フル回転させるだけだったから当然だよね。
サイズが小さいモノばかりだからABS樹脂での造形でも未だにヒートベッドが必要無い状況だけど、チャンと確認しておく必要はあるんだよな〜。
(2017/03/23)
なにやら新たなプリントヘッドが提供されるようである。なんと、ボーデン供給をやめてダイレクトドライブでのフィラメント供給を行うようだ。配線関係はどうなるのだろうね。また、あのヘッド内にどのようなタイプのモーターを仕込むのだろう。ギヤで減速する方式を採用されると意味ないし、重量も相当だろうけど、ハイブリッドヘッド位の重量なら大丈夫かな?
ノズルはV2のモノを利用するようだからM5になるんだろうけど、どうせなら一般的なM6にしてもらえるとありがたいのだがね。
あと、バレル内にPTFEチューブが入るようだから、V2のオールメタルよりはましになる可能性があるけど、チューブの交換等が容易くなっているかな?
現状の接続状態を利用するとしたら、エクストルーダの制御はシリアルで情報伝達して制御が行われる事になるね。
流石に、詳細が分らないと手が出せない感じがするね。
(2017/03/20)
最近、Qholiaを除いてφ0.2mmの小径ノズルでの造形者が増えてきた。まだスライス時の設定の調整中みたいだけど、その恩恵を享受してもらいたいところである。
一時期E3Dのφ0.15mmノズルで造形をしていたのだが、下記のフィラメント利用時にノズル詰まりが発生して、その詰まり解消時に口径を広げてしまうミスがあり、その後の造形はφ0.2mmの設定になってしまっていた。φ0.15mmのノズルは残り2個なので追加注文するとして、再び、φ0.15mmのノズルに切り替えようかな。
そういや、切削関連でよく見ている人の所にZotraxが導入されるようである。できれば小径ノズルを利用した造形を味わえる装置の導入であって欲しかったね。細かい事好きそうなのにね。
(2017/03/22)
小径ノズルでの造形に関しては、それ以前の造形条件を段階的に追い込んでいたこともあり、すんなり移行出来てしまったので、特に設定に苦労した経験が無いんだよね。まあ、フィラメントに依存する部分や造形速度を調整する必要に迫られた部分はあるけど、突飛な変化量ではなかったので、二度位試し造形していい所に落ち着いている。また、ノズル詰まりがほとんど起こらなかったのが幸いしているね。
おや、Zortraxが届いている。FDMの世界へ、ようこそ。
(2017/03/23)
おや、なにやら既に導入したZortraxに不満が募り始めているようだ。造形レベルも良くなさそうだしね。ただ、何か改良するには付属のファームやスライスソフトは使えなくなる可能性が高いので、一般的なReprapモデル相当になってしまうかもね。
(2017/03/27)
何か初めてじゃなくて、某FDM機は既に所有していたみたい。まあ、その所為で、FDM機に信頼がなかったようだね。
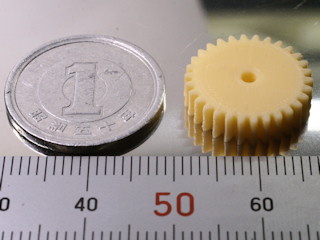
試しにモジュール0.5の歯車を造形する辺り、良い感触なのだろう。
(2017/03/28)
試しに、C170改ノズルφ0.2mmでモジュール0.5の歯車を造形してみた。実用性はないよ。
データの出所:http://www.thingiverse.com/thing:683030
 |
 |
 |
(2017/03/31)
本日、追加のE3Dのφ0.15mmのノズル3点が届いたんだけど、何か2点だけノズルの先端の形状が違っている。また、識別のドットの刻印も追加されている。内部の構造もちょっと変更されているみたい。日々改善されているようだね。
因みに、今回はグミは入っていなかった。(E3Dステッカーが入っていた。)
 |
(2017/03/17)
最近使い始めているんだけど、AbeeのABSフィラメントでの造形なのだが、まだ2色しか利用していないけど、どうもノズル詰りが発生し易いようだ。
小径ノズルでの造形という事もあるけど、それ以前の他社のフィラメントではほぼ皆無だった状況が、一転して顕著になっているようである。まあ、何が混ざっているか不明なところがあるんだけど、使用していると詰まらせるモノが蓄積していくんだろうね。
とりあえず、ノズルのクリーニングで復活できるからまだましだけど、造形中に詰りが発生しないように、定期的にクリーニング処理した方が良さそうだ。それより、使用を止めた方が無難かな?
(2017/03/18)
本日も造形に利用しようとしたが、開封後の性質変化があるのか頻繁にノズル詰まりを起す状態となったので、適切な温度帯や造形速度を見極める処置は次回にすることとして使用を止めた。
多分、枯らして安定して利用できる状態にしないとダメかもしれない。しばらく放置する。
(2017/03/14)
FDM(FFF)方式の造形装置での造形の難点の一つに、サポート利用時の生成と除去作業が伴う事が挙げられる。このサポートには造形物を支えるという重要な役目があり、蔑ろには出来ない重要な要素でもある。
このサポート材ではあるが、その生成はさておき、その除去が簡単にできるのであればあまり問題視されないだろう。しかし、色々な条件下では除去そのものが困難を極める状況も存在する。
そこで、この困難な状況を軽減する方法の一つに、サポート材だけを別の素材で造形し、より簡単な処理で除去が可能な工程を経て取除くというものがある。
この場合は、本素材とは別の素材を利用する造形の工程が必要になるのだが、それを実現する為の効率の良い方法が未だに確立できていないのが実情である。つまり、時間やロスする材料が伴うのだ。また、その除去可能な素材は比較的高額であり、扱いも非常にデリケートである。
この様な状況下でも、その工程を経て得るものが重要である場合は致し方ないのだが、パーソナルな状況下では割に合わない結果をもたらす事の方が多い事だろう。
その他としては、スライサーの能力で除去しやすいサポート材生成を実現する方法もあるだろうが、これも諸刃の剣で、造形中にサポート材を破損する可能性も無いわけではないので万全ではない。
FDM(FFF)方式の造形には利用する機会が多いサポート材ではあるが、出来るだけ不要になるような造形条件を模索する方が無難だろう。どうしても必要な場合は、除去も考慮してその生成方法を模索すべきだ。
なにかと厄介なサポート材ではあるが、その効用もあるという事で。
因みに、小生の様な小径ノズルで造形している場合、KISSlicerで生成されるサポート材は比較的除去が適切に行えるので、根気は必要だろうが割と綺麗に除去できている。
 |
 |
 |
 |
| http://www.thingiverse.com/thing:2152410 | |
(2017/03/09)
そういえばSCOOVO C170の謳い文句に『高精細な積層性能を支える...』って記載があったね、すっかり忘れていたよ。
小生の興味はその点ではなくて別の所にあったのだけど、その謳い文句にも惹かれたのかもしれない。但し、導入時点ではその片鱗すら垣間見れない装置だった事は、過去の記載にも表れているだろう。
まあ、装置の駆動関係の構造自体は変更せずに現行のC170改での造形結果を得ているのだから、謳い文句には嘘は無いのかもしれないね。
とはいえ、それを台無しにしている状況が多すぎた気がするね。
小生のC170改で大きくオリジナルと変わっているところは、エクストルーダ(ホットエンドを含む)とPID、スライサー、フィラメントだね。
ああそれと、未対応の筈のABS樹脂のフィラメントで造形を行っている。
付け加えるなら、導入当初に調整上の問題があって、その調整依頼を二度ほど行っているが、何処をどのように対処したのかの報告がないので、返却された状態を鵜呑みにするしかない状況であった。
(2017/03/05)
さて、確証があるわけではないのだが、SCOOVO C170での造形においては、不安定要素ではあるものの狂いを相殺している部分があると考える。
普通は固定する部分をあえて前後左右に自由に動く処置をしている部分があるのだ。ただ、そのままでは上下動で僅かに回転ロスも加わるので、そのロスを防ぐ様に不要な回転だけは抑える必要がある。
まあ、たまたま旨く狂いの補正が効いている範囲での造形なので、当てが外れる部分も無いわけではないので、完璧ではない。
ガチガチに組まれた状態だと、むしろ狂いが如実に現れるのだろうね。
(2017/03/05)
本家のサイトに、小生のFABtotum関係の紹介記事が掲載されていた。
事前に内容修正を依頼していたのだが、こちらの英語の文章にミスがあったのか、肝心な部分の削除がされていないままだった。
まあ、載せてしまったのだから仕方がないのだが、日本語以外で質問されても回答できるほど他言語に堪能ではないので、意味不明の返事をする可能性が高いだろう。そもそも、質問なんかしてこないだろうけどね。
それにしても、見栄え良く画像をレイアウトしてくれているね。元が良いのか?
ところで、小生の所を紹介するのは良いけど、稀な利用者ではあるが、どんな装置を望んでいるか、どんなオプションを欲しているかを汲み取ってもらえるとありがたいのだがね。
(2017/02/28)
最近の光造型機は、造形の速さより微細造形に力を入れているようだね。もともと微細な造形を得意としていた方式だから、より確実な造形品質を確保しつつあるようだ。
但し、装置自体は目が飛び出る位の高価なものがチラホラ。パーソナル分野には当分降りてこない感じだね。
そもそも、扱いがシビヤでランニングコストもバカにならないから、個人で使用するというのには向いていない。
ところで、FDM(FFF)方式では、何処まで微細な造形が可能になるのかな。先ずは駆動系が対応しないことにはね。で、それに合わせてノズル径も小径化へ。
C170改でまだ行っていない変更としては、エクストルーダのドライブギヤをMK7からMK8に切り替えるくらいしか残っていないね。ステッパーのドライバーを替えるにはRAMBoボードそのものを弄らなきゃならないから、制御ボードを別のものに変えた方が楽だろうね。
そろそろ、RAMPSベースでまっとうな制御ボードでも手に入れるか?
(2017/02/24)
ようやくFABUIでも造形中の一時停止が可能になるようである。OSとしてのCOLIBRIがどの様な感じのものかは未体験なのでなんとも云いがたいのだが、必要なものに特化している様なので、ファイル構成も非常に少なくて軽く動作も効率が良いようだ。
さて、何らかの関係のドキュメントでも探して勉強しておこっと。
(2017/02/20)
さて、FDM(FFF)装置では苦手とされるサイズの小さなモノの造形であるが、小生の保有する装置と小径ノズルで、ある程度までの造形なら十分に出来ている。
まあ、これ以下上のディテールを求めるとなると、装置その物を根本的に変えて、微小制御を可能にする必要があるのだろうが。
なんか、サイズの小さなものの造形には別の手段を採った方が良いといわれているが、この程度ならまだFDM(FFF)装置でもいけるよ。
 |
そういや、最近は小さいものばかり造形しているから、フィラメントがなかなか消耗しない。古くなる一方。
(2017/02/14)
随分と昔に記述していたことだけど、ベッド側も自由に傾斜が出来るような造形装置の紹介があった。
オーバーハングでの造形の不具合(サポートが必要になること等)を緩和する手立ての一環なんだけど、まだ、同時に制御できるレベルではないみたいだね。軸の制御が増えると、それだけ動作を計画するのが難しくなるから、それこそA.I.的な処理がふさわしい分野だと考えるのだが。
そもそも、多軸動作での切削関係が応用できないのかな?
3D造形装置ビジネスは既に崩壊状態 / 延命目的の詐欺まがい情報にはご注意を! / ちょっと気になる / 多軸造形装置
(2017/02/15)
さて、一見良さそうな試みに感じるのだが、実際の造形に利用できる対象は極限られているので、多様な造形対象にはメリットとして現れないことになり兼ねない。
まあ、色々な部分(ハードもソフトも)がコストダウンしていく状況下か、造形レベルをより向上させるべき要求がある場合などに活用されるのであろう。
(2017/03/21)
多軸とはちょっと異なるが、積層跡を解消するという仕組みを取り入れた装置案が紹介されていたね。積層面を溶剤で溶かして滑らかにする為、筆やペン先を押し当てながら積層跡を解消し、その状態をモニタリングして効果を把握しながら処理するものらしい。
但し、この工法は造形物の形状に依存するので、単純なものなら処理が可能だが、一般的に複雑な造形物に対しては処理しきれない部分が出てしまうので、仮に多軸化しても限度があるので実用レベルには程遠いもの。
この手のモノは、結局の所、複数のツールや造形物をきめ細かく動かして処理するという技が披露できる装置やプログラムが実現しないと難しい。
(2017/02/14)
小生が使用しているエクストルーダのドライブギヤについては、CubeXを除き装置に備え付けのドライブギヤではなく、別途購入したものを利用してる。
で、出来るだけフィラメントの送りを安定的にすることを目論んで、歯の間隔が狭く鋭いモノを選んでいる。また、平歯車ではなく、溝で包み込む様な構造のモノである。
平歯車の場合、フィラメントに作用する部分の当たりが比較的少ない為、力を伝達できる位置に隔たりがあり、スリップしやすい等の不安要素がある。この様な事が、吐出の不安定さを生み出している一因になるのだろう。微細な造形を試みる場合、非常に不利である。
よって、ドライブギヤの構造にも着目する必要があるだろう。
ということで、CubeXもドライブギヤを交換したいこの頃である。
(2017/02/13)
小生の手持ちの装置でボーデンチューブによる供給になるのがFABtotumである。装置のオリジナルのボーデンチューブは、押し出し用のステッパーがベッドと共に昇降するので、必要以上に長いチューブを必要とし、Uの字状に湾曲させて供給するので曲率がわりとキツイものだ。
で、小生が後から自作で導入したボーデン方式では、ステッパーを装置の後方上部に固定した上で、出来るだけチューブの曲率を小さくする為、短めの供給距離に抑えている。曲率を小さくしたのは、チューブの曲げによる内部の変形を抑えたかったからだ。チューブの内径もシビヤなものを使用していることもある。但し、けっこう押し出しに抵抗があるかもしれない。
そもそもボーデン供給は好みではないのだが、ボーデンで使用するチューブの素材に関しては、内部の滑りが良く、内径が安定的ではあるがある程度柔軟で軽量であることが必要であろう。そして出来るだけ曲率が抑えられる取り回しが必要であろう。
ところで、このボーデンチューブにロードバイクのブレーキケーシングを利用する案があるようなのだが、割と硬いし重いしいで、ちょっと理想とはかけ離れているような気がするのだが、いかがなものなのか?
(2017/02/16)
PTFEのチューブって、意外と伸びるんだね。およそ0.5%位は伸びるのか。これだとブレーキケーシングを用いたくなるのも頷けるね。
(2017/02/13)
何かAliで小生の使用カードが使えない状況になった。何故だろう。AliPayに登録しないとダメになったのか、小生のカードの信頼性がなくなったのか?謎だ。そもそもAliを信用していないので、毎回カード情報を入力して買い物をしていたのだが、それができなくなったのかな。
ということで、Aliで買い物するのはもうやめました。他に変更する。
ところで、中華圏から大量購入したものではないけど、少々値段は高いがドライブギヤの内径はφ5.05mmで、エクストルーダに付属の明らかに中華製の物でもφ5.10mmなんだけど、ノギスの測り方が違うのかな?
(2017/02/09)
最近、FABtotum用のレーザーヘッドを手に入れて、色々と確認をしている。
能力的には500mWの半導体ブルーレーザーなのだが、ファームでPWMの上限が50%のデューティーに制限されているので、事実上250mWに抑えられている。
まあ、元々この様な多様なヘッドが提供される事を望んで購入したFABtotumなので、色々と遊んでみようと考えている。
興味があるのはどの程度の厚みのものまでカット出来るかなんだけど、繰り返し等を行えばある程度の厚みのものもカットできる可能性はありそうだが、焦点距離が短いので、1〜2mm程度の薄手のものが限界な感じだね。ヘッドの先端に保護と吸気用のカバーがあるから、下げられる距離に限界があるけど、取除けばより深くへも焦点を合わせられるかもしれない。(Z軸方向の調整が可能なので...)
ということで、カットに関しては紙や木材や有色のプラスチック程度だろうね。流石にアクリルカットは無理だね。換気の設備も必要になるかな?
ああ、紙でも何か薬品処理がされていて、全くといって良いほどカットできない素材もある。何かレーザーを拡散する処理がされているのかな?
彫刻関係は、表面が焦げるようなコーティングがされているようなモノや錆などの皮膜を剥ぐ程度なら金属面も可能みたい。
まあ、いつかは炭酸ガスレーザー装置を手に入れたくなるだろうけど、発振寿命が1〜2千時間だから、ランニングコスト面では使い方を考えないといけないね。それまでは、色々とお勉強。
そういえば、レーザーだから少しは静かに動作すると思ってたけど、レーザーの冷却用のファンがガンガン回っているし、傍に居るとPWMでのスイッチングの音も意外と気になる。元々その他の冷却ファンが五月蝿い装置なんだけどね。
(2017/02/08)
こんな風に言われるようになりたいんだけど、まだまだ修行が足りないと感じる日々である。今ある装置の造形能力も向上したいしね。
ところで、最近見ることの出来る造形物は、条件が異なるものの、あまり良いものは見かけなくなってしまったね。
小生の挙げている造形サンプルは、一部の破損の接着等は行っているものの、ほぼ造形そのままの無加工(サポートの除去等は行ってはいる)なものがほとんどだから、同一の条件下(ノズル径とか)では、少なくとも誰でもこの造形状況は再現出来る可能性がある筈だよ。
ただ、条件は提供された情報の鵜呑みではなく、チャンと自分自身で計測なりなんなりで確認して、適切に設定する必要がある。
造形結果は、与えられた条件を素直に反映したものである。で、その条件を狂わす何かが悪さするのであると考える。
まあ、無加工では絶対にありえない造形サンプルを挙げている所もあるから、チャンと見極める必要があるよ。どう考えても物理的に無理があるサンプルが罷り通っているからね。
話は替わるが、当方で行う委託造形に関して、対面からメール対応にしたら、依頼はあるだろうか?
(2017/02/07)
エクストルーダのドライブギヤで、繰り返されるリトラクト動作により線径が目減りしていく事があるんだね。送り出せずに削れて行く事は経験あるけど、切断に至るまでは経験がない。
そもそも小生の扱う装置は、一応全てガイドローラーが固定式やそれに近い状態だから、細くなるに連れてさらに押し付ける動作は起こらないけど、削れて空回りする事はあったね。最近はお目にかからないけど。C170改でも微小造形部分のリトラクトを繰り返すエッフェル塔の造形をおこなったが、特に問題なかったしね。とにかくリトラクト動作が多くて造形時間が延びてしまう厄介造形だったけど。
造形は出来るだけ素直な動作が肝心だね。無理(限界)を掛けない程度にうまく利用する術を心掛ける必要があるということだね。限界を見極めて安全範囲を設ける必要があるのだろう。
ところで、造形に変動があるのなら、何処かにその要因があるものだよ。
そういや、削り切っているんじゃなくて、細くなった部分が何らかのストレスで折れているのかもしれないね。それなら理解できる。
小生の場合は、上部から垂らすか、それ以外はエクストルーダの入り口までガイドチューブで供給しているから、極端なストレスはかかっていないと思われる。
(2017/02/02)
Zortraxにおいて、そもそも制御側に手立てがない状況下で、ノズル径を小径の物に変えて通常の状態から送り量が1/4になるような状況を作り出したい場合、物理的な処理が困難なら、電子的な処理で誤魔化すのはどうかね。
例えば、ステッパーのパルスを所定より減らす処置を施すとか、ドライバーにまだマイクロステップを上げる手立てがあるなら、よりステップ数を上げるとか。
所定より減らすだけの処理になるけど、なんとかなるような気がする。まあ、造形コードをハックできる状況を模索するほうが無難だと考えるのだけど。
ある程度、自由に造形コードが生成できる状況になれば、より造形装置の価値が上がる気がするのだがね。
本体に送りのレートを変更する制御操作はないのかな?
(2017/02/16)
基本的にノズル径を換えると、造形のトレース位置や間隔も変わってしまうから、やっぱり造形コードの生成方法をハックするべきだよね。
(2017/02/01)
一時期、FDM(FFF)の装置の造形目標で『Zortrax』の造形レベルをターゲットにしていたが、現状そのレベルにまで到達できているのだろうか。そんなこんなで、造形装置としては新たに『Qholia』が登場して、飛躍的にその造形レベルを引き上げた感じだよね。『Zortrax』はどこへやら。そして、『Qholia』越えを宣言する所は、まだ出てこないようだけど、今は静観姿勢ってところなんだろうね。
まあ、まだお値段も高額の部類だし、限られた台数でのプロトタイプの状況だから、これが量産される場合は、どんなものに落ち着くかは不明な所だけどね。限られた台数だから、今は色々とアドバイスも出来ているようだけど、状況は改善方向なのかな?今は、情報収集の観点から、問題等の洗い出しというところで、次なる改善への取り組みに役立っているんだろうけど。
ただ、今後はある程度は自己解決できる状況にまで引き上げる必要があると考えるのだが、そういう状況を望まないユーザーが少なからずいるからね。ユーザー数が増える様な場合は、結局、この不満解消のコストがバカにならなくなる。
小生の造形状況はというと、造形サンプルに挙げているレベルである。
(2017/02/02)
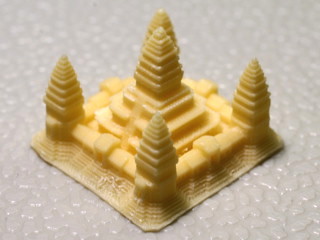
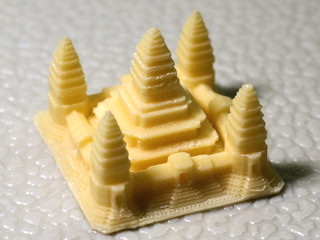
アンコールワットの造形サンプルなんだけど、縮小サイズが不明だったので、一辺が20mm位になるようなサイズにしている。
造形装置はSCOOVO C170改、ノズル径はφ0.15mm、一部を取り出し、サイズは25%(スケール的には1/4000)、スライサーはKISSlicer(V1.5r)でRepetier-Server(V0.65)経由、造形ピッチ0.08mm、中味16.7%、サポートあり、ラフトなし、ブリムあり、Wallあり、冷却なし、フィラメントは3DcreatorsABS肌色(Skin)。
http://www.thingiverse.com/thing:92834
 |
 |
 |
 |
 |
 |
 |
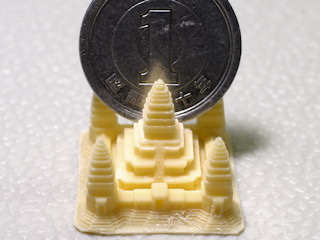
造形時間:2時間7分、0.8g(+1.0gウォ・サ・ブ)、簡易サポート除去状態。 |
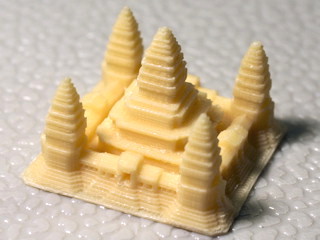
ばーちゃさんが造形していたのは1/2400だから、縮小サイズはおよそ41.7%になるね。
造形装置はSCOOVO C170改、ノズル径はφ0.15mm、一部を取り出し、サイズは42%(スケール的には、およそ1/2400)、スライサーはKISSlicer(V1.5r)でRepetier-Server(V0.65)経由、造形ピッチ0.08mm、中味16.7%、サポートあり、ラフトなし、ブリムあり、冷却あり、フィラメントは3DcreatorsABS肌色(Skin)。
 |
 |
 |
 |
 |
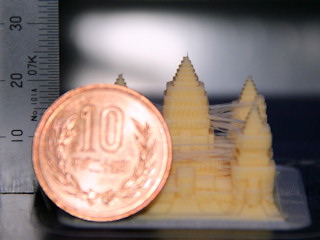 |
| 造形時間:4時間47分、3.2g(+1.1gサ・ブ)、簡易サポート除去状態。 サポート材除去時に塔の先端をロスト。また一部の塔を途中から折ってしまったので、接着あり。 |
|
(2017/01/31)
FDM(FFF)の装置による造形の可能性を探求すると云う意味で色々と挑戦してきているんだけど、所有する造形装置の能力の不足はあるものの概ね実績を伴う形では推移している。
それに伴い、初期のデザインルールよりもより厳しい条件でも造形が出来るようになってきている。設計条件更新である。
で、これ以上は造形時間が長くなるし成功率も下がるから、流石に他の造形方法に軍配が上がる状況になりつつあるが、如何せん、見掛けのコスト面と扱い易さなどで、重宝する部分がまだある。
ただ、ここに来ても未だに画期的なFDM(FFF)の装置が出現しない状況のようだし、それに替わるべき他の方式の造形装置も手に入れやすい価格帯では現れていない状況では、まだまだ同じ状況が続くのかな?随分と時間は経っている気がするのだが。
(2017/01/27)
なんか、φ0.2mmのノズル使用で残念な造形物を見てしまった。装置の能力や余力が見極められていない段階で、色々とハードルの高い試みに挑戦すのは時期尚早なのだろうね。そもそも、事前の造形段階で安定的に造形が出来ていない状況の様で、見切り発車であろうに。
まあ、人の事は言えない小生ではあるが、もう少し熟練度を上げる必要はあるだろう。
(2017/01/27)
随分と販売に時間を要したようだが、ようやくレーザーヘッドの登場である。
最近の3Dプリンターやフライス盤なんかには、標準やオプションで用意されている状況を多く見るから、別段対応に時間がかかりすぎている様な気もしてる。
ただ、価格はべらぼうに高いので、その能力はいかほどなのかな。以前の案内では500mW程度だったから、さして特別なものでもないだろう。5W以上の能力なら良いのにな。
(2017/02/05)
レーザーヘッド用のファームの内容を確認したんだけど、レーザーの出力のPWMの制御値に5(Min)〜127(Max)の制限値が設けられているようだ。最高でもデューティ比で50%になっている。つまり、500mWのレーザーの場合、半分の250mWに抑えられているわけだ。レーザーの発振寿命の観点からも制限が掛けられている模様。
で、昨日レーザーヘッドが届いて確かめているんだけど、コピー用紙1枚程度なら容易にカットできるようだ。3Mの保護メガネ付き。
ただ、紙の素材が変わると状況が激変するから、出力の度合や速度など色々と考慮する必要がありそうだね。ちょっとめんどくさい。
(2017/02/06)
そういや、FABUIを2/3にアップデートしてV0.985に上げたのだが、どうもバグがあるようで、電源投入時後にスタンバイの合図のビープ音とLEDの点滅が止むはずが、ビープ音が鳴らずLEDの点滅も止まらない状態のままとなる。FABUIにはログインできて色々と操作できるのだが、そのままでは本体を操作する事が出来ない。
で、装置の情報表示を行うと、その後の装置の動作が操作可能になる。ただ、ハードウエアの設定のメニューでは、表示が変で照明の操作画面がコントロール状態でない事と、保存等の操作も出来ない模様。
まあ、装置の動作確認はなんとか出来ているので致命的ではないけど、扱いが怪しくなってきている。
一応、本家には本症状をメールしているが、どんな対処になることやら。
ところで、何だかんだで、動作させる方法を見つけてしまう小生でした。
(2017/02/07)
本家から回答があって、「所定のディスクイメージを書き込んで確認をしてくれ」とのことなので、そのイメージを書き込んで再起動したところ、問題は解消された。
ただ、また一から設定等のやり直しであるけど。
なんかアップデート時に破壊した部分があるのかもしれないね。
多分だけど、RasPi側のデータ管理が変更になっているのに合わせたアップーデートで、古いタイプと内部の整合が合わなくなったのだろうね。また、ネットワーク管理もそれに伴った設定方法を取らないとダメなんだね。ちょっと梃子摺ったよ。
(2017/02/08)
なんか本家からピーアールとして紹介させて欲しいとメールが来たけど、レーザーヘッドの売れ行きは良くないのかな?
紹介するのは良いけど、薮蛇にならなけらばよいけどね。
(2017/01/25)
パーソナル向けの直交型の3Dプリンターで、XYZの取り付け状態の補正機能を備えたものが紹介されていた。
XYについては、その直交状態を補正し、Zに関してはベッドの水平や歪を補正する模様である。基本、ベッド面のみの計測によるものである。
どうせなら、Z軸の垂直具合も含めてほしいところである。また、空間的なねじれ具合もね。
所謂、デルタで常に補正する動作が可能なら、直交(デカルト)でも出来るだろう的な発想で、機能を盛り込んだんだろうね。
しかし、計測ポイントがベッド面のみの9箇所であり、そもそも計測ポイントのXYの位置を正確にトレース出来るんだろうか。毎回、違った測定位置を観測してしまいそうである。
基本、測定のポイントの位置は予め規定されていて、その位置のズレを観測すると思うんだけど、旨くトレースできるのかな。突飛な位置にズレていると、観測不能になるだろうし、観測ポイントのズレもステッパーの駆動解像度に依存すから、あまり期待出来ないと考えるけどね。装置の構造上、突飛な位置になるような組み立て自体があり得ないけどね。
そもそも、高さ方向の計測の機能をむりやり水平方向の観測に利用するのには無理がありそうだけどね。ベッド側の測定ポイントを埋め込む精度にも誤差が含まれているし、ましてや、ヒートベッドも兼ね備えているようだし。
本来直交は、直角や水平等を維持すべき構造であると考えるので、よほど微細な狂いも許さないような構造の造形をする目的じゃない限り、誤差の範囲になるだろうね。
まあ、より巨大な装置になれば、この辺りの狂いも大きく出てくるので問題視する必要があるけどね。巨大になると撓みなども気になるね。
(2017/01/24)
Curaの本家依存バージョンの方の2.x系なんだけど、他モデルも設定できるようになっていたんだね、知らなかった。
で、Gコードの生成タイプにBFB系が未対応なので、ちょっと残念だね。
(2017/01/19)
色々と試みを図ろうと思考錯誤している様な状況において、長期の空白期間を必要とする状況がある。専ら発注品が国内在庫を持たずに中華圏からの発送になり、ほとんどが1ヶ月近く待たされる様な状況では、その熱意を損ないかねない。
ということで、届いてもやる気が失せているから、結局、ほったらかしになるような状況もチラホラ。
まあ、『鉄は熱いうちに打て』的に、やる気があるうちに色々と届いて欲しいものである。モチベーションを取り戻すのにも時間がかかる。
但し、冷静になる時間もあるので、無謀な試みもしなくて済んでる可能性はあるのだが、金と時間の無駄使いだよね。
(2017/01/14)
ちょっと小生の感覚と違っている解釈があるようなのだが、所謂、パーソナル向けの高機能フィラメントについては、造形装置の悪さを誤魔化せる方向に調整されていると考えている。装置の不用意な挙動に対して緩和する方向に作用し、本来現れるであろう荒を目立たなくする機能を持たせていると考えている。よって、造形結果は比較的滑らかであり、エッジが立たない無難なものに仕上がると。そういうのが好みなら、それはそれで良しとして。
小生にとっては、装置の挙動に素直な造形結果が得られるエッジの効くフィラメントの方が好みである。条件を追い込むのに苦労するかもしれないが、それが成果として確認し易い。厄介ではあるが、それが本来の装置の挙動として判断が出来るものだ。
まあ、よっぽど品質の悪いフィラメントは別にして、あまり余計な混ぜ物が無い方が良い気がしているよ。
ただ、極端にビーキーで取扱(寿命や保管)に注意が必要な匠レベルのフィラメントは遠慮したいけどね。
(2017/01/13)
よく生物界で脳の機能を持たないとされるモノの生存の仕組みとして、大量で時間を掛けた結果としての最適値を得る状況を観測する事があるよね。まあ、何らかのフィードバック(情報の伝達)をする仕組みが必要なんだけど、この様な大量で出来るだけ多くの可能性を確認して最適値を探っていく事は、時間の浪費を無視できるなら、場当たりではあるけれど思考できないモノとしては、生存の可能性を高める仕組みになるのだろう。尚、時間切れを想定して、休眠や種子や胞子等の拡散も試みるだろう。
で、初期のA.I.の発想もこの集合知の様に、大量の可能性を確認して最適値を求めるという処理であった為、演算速度と可能性を記憶する器の増大や通信速度の改善で苦労してきた経緯がある。時代と共に、演算能力や記憶の器、通信速度の向上等の恩恵で、人よりも速く最適値を得る事が出来る様になってきた。
何が言いたいのかというと、集合知で最適値を求める手法には、必ず犠牲となる存在があるということなのだ。それが生存の根本的な仕組みなのだと考える。一般に、大量の犠牲に支えられている。
ただ、この選択の仕組み自体は知恵や思考によるものではなく、可能性の詮索による最良のものの集大成に当たるものなので、決して知能と呼べるものではない。
(2017/01/11)
さて、人の可視光範囲や可聴範囲の外側を利用した装置が出回るようになり始めている現在、モノを空中に浮遊させたり触感を感じさせたり指向性の高いピンポイントのスピーカーを実現したりと色々と応用されているモノがある。所謂、超音波を利用したモノだ。
で、それらを実現するには、かなりの大音量を扱う必要があるのだが、人の可聴範囲外だから認識できないという特徴がある。でも、実際は大音量を発生させているわけだから、その音域を認識できる生物の類にとっては、迷惑極まりない状況になるだろう。逆に、何かを引き寄せるかもね。
で、人体に悪影響は無いのかというと、物理的な影響は無ではないので、極短時間で害の出ない範囲を模索する必要があるだろうね。
よく、超音波検査なんかで胎児の状況を確認する診断があるけど、胎児にはその超音波を聴き取れるらしく、大音響に迷惑しているらしいよ。
3Dプリンター的には、この様なデバイスで何か違った事ができる可能性(液体を浮遊移動出来るなら、着色とかね)があるかもね。
まあ、新たな事はこれからの事として、現状のパーソナルな3Dプリンターで起きている現象について、認識できる現象を見ぬふりや聴かぬふりして見過ごしている事があると考えるので、そういった現象を掴み取る感覚も重要だと思うのだ。
(2017/01/11)
よく、スプールから裸のフィラメントを無理やりな供給経路(例えば"U"の字を逆さにしたような)でエクストルーダに入力する状態の装置を見かけるよね。
一見、何の問題もなさそうに感じるだろうけど、何のガイドも無い場合は、供給時の負荷が変動し易い。また、フィラメントが暴れるので、思わぬトラブルが発生する。
で、小生は初期のC170において、"U"の字供給の曲線部分の大部分をチューブに通して、出来るだけ負荷を軽減する処置を施した。まあ、これは暫定的な処置で、最終的には上部にスプールを配置し、出来るだけ直線的に供給出来る様になるのだが。これなら、あえて余計なガイドは要らない。
スプールに巻かれたフィラメントは巻き癖があるし、その巻き癖の所為で捩れ癖もあるから、なんのガイドもない状態でフィラメントを"U"の字に供給するのは御法度だと考えている。
そういやC170でフィラメントの供給時のテンション管理を、チューブを釣り竿的に利用して誤魔化していたんだけど、実際にテンションを感知してスプールを回転させるモノも提供されているんだね。
(2017/01/10)
以前、サポートとのやりとりで、M106でファンの制御が出来るようなアドバイスがあったのだが、実際はC170のファンは電源経由直で制御出来ない仕様であった。この時に、気付けばよかったのだがね。
で、本日基板の確認をしたのだが、RAMBoのFan0の未接続端子の状況を確認した所、M106で電圧(PWM)制御できる状況が確認できた。ファーム上は活きている模様で、未接続なだけの状態であった。他にも利用できそうなものはないかな?
という事で、このFan0から配線を引き出せば造形物への冷却用のファンの制御が出来、Gコードに反映させて利用する事が出来るわけだ。
これで、造形レベルがかなり改善する筈。何か適当なコネクター端子を探しておこっと。いざとなれば直付けだね。
なんとなく出来そうな予感はしていたんだけど、実際の基板の確認をするのにある程度バラす必要があったから敬遠していた。
まあ、ファームを書き換えなくても済んだので、よかった、よかった。
あとは、電源が別途必要になるけど、ヒートベッド関連が活きているとありがたいね。
そういや、Y軸の覆いみたいな長い板金が共振し易い部分なのだろうね。ちょっと補強したいけど隙間が無いから対策するより、削除した方が良いかも。
(2017/02/03)
注文していたターミナル端子がようやく届いたので、C170にファンの追加を施す。一応、二台とも。これで、造形物への冷却用のファンの自動化が可能になる。
 |
右上のTO FANがバレル冷却用のファンの接続。 右下にLED1〜LED4があり、LED4に照明用のブルーLEDが接続されている。 今回追加したのは、FAN0で、ターミナル端子を利用して接続。 |
(2017/02/11)
RAMBoにLCDコントローラを取付ける場合、専用の変換接続コネクター基板がいるんだよね。で、仮にファームへの書き込み済みならLCD2004辺になるんだろうね。
以前、スタンドアローン化する方が良いといっていた所には、この専用の変換接続コネクター基板のことが書かれていたかな?一般のRAMPS用ではないから、別途入手する必要があるんだよね。
ところで、LCDコントローラが書き込みされている場合、簡単にそれを調べる方法はないかな?
(2017/02/23)
先日、RAMBo用の変換コネクタ基板が届いたから、試しにLCD2004を繋げてみたけど動作しない。で、配線を入れ替えたらLCDの点灯はしたけど、操作は一切出来ない模様。やっぱり、表示系のコードは取り込まれていないみたいだね、残念。
配線の入れ替えが必要だと云う事は、その他の結線も怪しいんだけど、込み合っているRAMBoの配線関係を押しのけて確認するのは面倒なのでやめた。
まあ、あわよくばの確認だったので、こんなもんでしょ。特に、ファームを書き換えてまでスタンドアローンにする予定はない。
(2017/01/09)
年初めの戯言として、
たまたま見た番組で、少々再考してみてるんだけど、ダークマターやダークエネルギーを用いらなければ、この宇宙の状況を説明出来ないのかな?
個人的には重複する現象が存在していて、見かけ上の総量を増やしていると考えるのだが。
どのように形作られたかは断定できないのだが、一方的な方向の広がりではなく、限界到達時の反転現象が数回繰り返して起きている気がするし、そもそも膨張時の速度差があり、速い方が限界点を往復している可能性もあると考える。
この現象により、現状観測している宇宙の広がりの速度が加速しているものであると。つまり、破滅的な状況が過去に存在していて、それが何時かまたやってくると。ハルマゲドンだね。
多分、既知の現象である程度当てはめる事ができると考えているが、想像の限りである。複雑に見える現象でも単純なものの組合せと重複で説明できるものだ。
因みに、この加速していると判断している材料は、全て過去の現象を捉えてでのものであり、今現在の現象ではないということ。つまり過去に加速していたという事を観測しているものである。人類が観測し始めた歴史は、宇宙の起源からすれば、全くもって極短い時間のものである。
(2017/01/11)
そういや地球の月の出来方も、火星サイズの衝突により出来た説より、より小さなサイズの衝突の積重ねみたいな説の方が旨くシュミレーションで合致するみたいだね。
このように、大胆な説より地道な現象の積み重ねみたいな時間軸を想定できるようになってきたんだね。
(2017/01/09)
以外と盲点かもしれないが、クールダウンという後処理も的確に行う必要があるのかもしれないね。あと、ノズルの溶融物付着等の清掃もした方が良いかもね。
小生の場合、通常の造形終了時のGコードには、ある程度フィラメントの引き戻し処理を行って、ノズルを含めて溶融したフィラメントを残さない処置を加えている。
CubeXに関しては、直接電源を落とさない限り、ある程度の温度に下がらない限り、クーリングのファンが回り続ける。
よほど停電でも起こらない限り、いきなり電源を落とすというような事はしないけどね。
で、造形開始時は、ある程度のウォームアップを行って、適当なフィラメントの捨て打ちを行い、事前の造形でのフィラメントの先端の劣化部分を避ける処置をしている。
まあ、道具として考えた場合、常に次に使うことを念頭にして、色々とケアする事は重要なのだろう。造形の最初に梃子摺るのは、事前の後処理に問題があるのかも?
おお、いつもながら酒が抜けきっていないような長文の書き込み!
小生の様に、完成済み装置を利用しているとはいえ、自作でのノウハウは役に立つね。そろそろバラして色々と確認するかな?
そういや、FABtotumにおいてボーデンで継手を利用していて気になったのは、継手の取り外し時に利用する遊びが在ることだね。これがリトラクト時の往復で動いて継手の破損やチューブの損傷を促進する。この継手の遊び部分を固定(何か差し込む)するなどして対処可能なんだけど、FABtotumの場合、一方(ヘッド側)の継手が構造内にある為、チューブの取り外しを考えると、固定出来ない問題がある。
(2017/01/07)
そろそろ新しいバージョンに置き換えて慣れないといけないので、KISSlicerのバージョン1.5r版でスライスして造形を試みている。
まあ、さほどスライス結果には差がないと思っているが、微妙に変わっているところもあるので、その微妙な範囲で設定を追い込んでいる。
新たな機能も試してみないとね。特にWallの効果を確認しておかねば。
しかし、造形時間が全然当てにならないね。見積りの造形時間の倍位造形時間が掛かるな!?何か間違った設定しているのかな?
あと、保存時にGcode関連のWarningが出るのも納得できない。小生の使い方が特殊なのかもね。
その他にも古いバージョンを利用しているスライサーがあるから、この辺りも徐々に最新のものに上げていこうと考えている。といっていも、最近はKISSlicerとSimplify3D位しか利用していないけどね。
後は、RasPi関連のプリントサーバー関係かな。でも、こちらは一度挑戦して失敗しているし、SDイメージで内容総変更を強いられる提供もあるから面倒なんだよね。変えてしまえば何の事は無いんだけど。単にバックアップとかが億劫なだけ。
取り敢えず、保存時に出るGcode関係のWarningについては、定義名が変更になっているので変更し、更に不足している部分の定義を追加することで素直に保存出来る様になった。また、造形時間の見積り計算の相違は、リトラクト時のvPとvSの速度が異なっていた為、実際の造形時間が増加する方向になっていたので、同じ値(遅い方を修正)にすることで相違を解消。
ただ、保存時に不正行為をしているのか、ウイルスチェック関連で強制終了させられる場合がある。一応、信頼して例外処置扱いにしてみたが、大丈夫かな?
(2017/01/08)
やっぱり、造形時間の見積り計算の相違はあるみたい。リトラクトやZリフトが多いと見積りの倍近くになる。何故見積りの造形時間が正しく表示されないのだ?
(2017/03/01)
そういや、KISSlicerにはブリッジに対するオプションが見当たらないよね。他のスライサーにはブリッジに対するオプションが見られる。そもそも、オーバーハングはサポート材で補う発想だから、あえて空中造形対策を盛り込んでいないのだろうね。
小生の好みの設定でブリッジが不得意になっているのではないのかも?
(2017/01/03)
どんな装置でも、遅かれ早かれトラブルには見舞われる運命にある。で、既知のトラブルならば経験により対処できたり指南を受ける事ができるが、未知であったり当人の能力を超える問題には対処できないものだ。問題を把握し、それを解決する方法や問題の発生を抑制する対処が必要になる。また、事前に予兆を監視する術も必要になるだろう。
事前にトラブル対策を指南する必要もあるが、指南するにも限界が存在するものなので、厄介事である。また、サポート体制も重要になるだろう。更に補修部品のストックも必要であれば準備しておかなければならないだろう。
トラブルが無い事が理想なのだが、そんな事は無理なので、最悪なトラブルまでに至らない工夫が必要になるだろう。その為には、定期的なメンテナンスなど装置の状態を把握しておく必要もある。
さて、本来ならこんな厄介事には手を付けたくないものではあるが、装置を生み出し利用するからにはその厄介事に付き合わなければならない。