| 左がKISSlicer(V1.4.5.10)で右がCura(V14.09) |
|---|
 |
| どちらも、0.15mmピッチ、中味10%、サポートなし、ブリム付で造形。 ノズル径は、φ0.25mm。フィラメントは3DcreatorsABS黒。 |
2014年度
11月〜12月
1月〜4月はこちら
5月〜7月はこちら
8月〜10月はこちら
2017年度
2016年度
2015年度
2013年度
(2014/12/31)
CubeXの不具合の解決の為に、戻り信号を誤魔化す試みをしている。具体的にはマイコンの入出力ポートを利用してタイミング通りに検出信号を擬似的に返すのである。
マイコンは昨日届いたArduino Unoを利用しようとしたのだが、表向きのコードでは動作サイクルが多いらしく、本来の動作クロックからするとかなり遅延がある為、ダメかなと思ったのだが、レジスタ制御で思い通りのタイミングで信号が生成出来そうである。
あくまで、応急対策なのだが、これで解消出来そうである。
(2015/01/02)
ちなみに、Raspberry Piでも擬似信号の生成が出来るんだけど、OS動作からのコード実行だからタイミングの保証が出来ないので、単純なプログラムカウンター方式(動作クロックに忠実)でのコード実行によるポート制御を選んでいる。
(2014/12/25)
3Dプリンター関連にまつわるものとして、限界にも色々あるので、簡単に紹介してみよう。
多くの場合、無知や未熟から決め付けられる限界が厄介であるし、一般に学習する機会もなさそうだから、解消する事も稀の様である。
限界を知る事は、とても重要である。また、限界を決め付けてしまうとそこで進歩が停滞してしまうから、限界は乗り越える必要があるものである。何が限界を決定しているのかを理解する事は、次なるアイディア(発明)やステップに繋がる。
だが、欲望を満たす事よりも、足るを知る事も重要である。
(2014/12/19)
ハードや理論(ソフト)等が成熟して、何れは独立した知能を獲得するであろうと云う事で、人工知能?が何れは人類を滅ぼすのではないかと懸念しているようである。
人工知能が更なる人工知能を生み出し、独立した独自の系を成し得るのなら可能性があるかもしれない。
しかし、本来は人間が生み出したものであり、人の管理を超えないような仕組みを作りこんでいるのであれば、それほど危機感を持つ必要はない様な気がする。(依存し過ぎて、人類が無能になっていくのであれば、そもそも存在価値が無くなるかも知れないが。)
現状は、人のミスが原因であり、考慮不足があるのである。また、ロボットが人を殺すようなことが現実になると云っているが、すくなくともロボットによる人身事故は存在している(多分、死人も出ていると思う)し、これも、原因は人のミスであり、考慮不足にある。つまり、人間が問題を作っているのだ。
残念ながら、人の能力を超えて管理が出来なくなるような状況に成りつつあるのかもしれないが、逆に言えば、その様な物は作ってはいけないと思うのである。想定外ではなく、想定内での配慮が必要なのだ。(想定外とは、人類の未熟さの象徴であろう。)
で、3Dプリンター環境も人工知能とやらで、造形コード生成や造形装置の動作など、失敗しない配慮が出来る様になると有り難いのだがね。
確か『Spark』辺りが、その環境の手始めの様であるが、どうなる事やら。
(2014/12/27)
人と機械(人工知能やロボット等)が共存し、より機械が便利に利用できるようになる事で、人はその恩恵により自由な時間を持てるようになるといわれている。そして、その自由な時間を人はより哲学の分野に費やすことになるであろうという話がある。だが、本当にそうなるのであろうか。
人が自由な時間を持てるようになると、その自由な時間を何に費やすかと云うと、ただ単に無駄に浪費させる行動しかとらず、また、より刺激的なものを要求するようになる等で、もっと貪欲な状況になってしまうのではないかと思う部分がある。その貪欲な部分も機械任せになるのであろうから、機械によるサービスの提供も限がないだろう。(なんかゲームばかりして、価値ある時間を無駄にしているのが現実のようだが。)
一部は適性に時間を利用するであろうが、ほとんどの者はやる事がなくなり、堕落の道を進むのではないだろうか。そして、今以上に醜い争いが起きる可能性がある。
昔からある『SFネタ』ではあるが、より現実味を感じるようになってきた。だが、それ以前に解決すべき事があるから、当分は無理だろうし、その前に人類としての文明が滅びるかもしれない。(これもSFネタだね。)
本当に人類が自立した状況になる様なことがあるのであろうか?神を崇める世の中では、絶対に実現できないことであろう。だが、信仰の対象が無くなるのも危険極まりない。そういう意味では、日本人は比較的不思議な存在なのか?
『神の方程式』 (信仰にも色々ある)
(2014/12/19)
Zortrax M200関連は、ハードもソフトも順調に改善が進んでいっているようだね。まだ、ハッキングの方の成果はないのかな?比較的、不満を感じている部分をタイムリーに改善しているのだろう。だが、これもタイミングを逃すと、不満が増大して良からぬ方向に進んでしまうから、注意が必要だね。
多分、本来ならCubeXも順調に改善が進む筈だったのだろうが、既に本家の方は挫折している。今は、アンダーグラウンドで改善が進んでいる。
CubeXも使用する色や素材(ABSやPLA)のカートリッジ別にプロファイルを持っていて、非常に簡便な造形設定で造形データを生成してスタンドアローンで動作する装置だったのだが、このプロファイルの出来が悪い事や、あまりにも簡便過ぎる造形設定だった為、希望する造形にはほぼ遠い状況にあったのである。造形データの確認画像も簡便過ぎる代物だ。
装置そのものは、かなりの造形能力がある様に感じていたが、制御コードの出来が悪い為に、潜在能力を引き出せていない状況に見られたのである。(更に、ノズル口径が大き過ぎて、詳細な造形に向かない。)
こんな事から、造形データの生成方法を変えたくなる衝動に駆られたのだ。現状は、非正規の方法で比較的旨くいっている。後、カートリッジ商法とも縁が切れている。
ビジネス展開の考え方なのだろうが、不満を解消するタイムリーな改善に率先して取り組んでいく体制と姿勢が重要だと考えるのだ。
出来ないのなら、ユーザーに開放して欲しい所がある。
ところで、Zortrax M200関連では、PLA系のサポートが未だの様だね?個人的にはABS系よりPLA系の方が造形条件が厳しいように感じている。PLAを制すればすごい装置になるだろう。
(2015/06/14)
どうも、M200関連にトラブルが多発しているようだね。装置導入を図っている関係は大低は資金力のある所のようだから、処方もお任せみたいな感じだし、バックアップの体制にも躊躇なく対応出来そうな雰囲気。
小生の様な貧乏人には、最低限で対処可能なように自前対策が欠かせない。それでもバックアップ体制や予備パーツなりは確保しているけどね。
まあ、自前で何とかする必要性のある所と、そうではなく、いざとなれば外注発注で済ませられる所とでは、対処の仕方は異なるのが当たり前。
(2014/12/17)
FDM(FFF)装置関連の造形特性として、ベッド(プラットフォーム)の水平化やノズルとのギャップの追い込み等がある様だが、小生が思うに、ファーストレイヤやセカンドレイヤを重要視する造形対象でなければ、それ程シビヤに追い込む必要がない様な気がしている。
そもそも、ファーストレイヤは他のレイヤより吐出し量を増やしたりレイヤ厚を厚めにしたり速度を遅くしたりと、貼り付きと造形面の均しを目的にしている様な部分がある。
装置自体のXYZの取り付け状態が適切であれば、それで造形されるものは水平であり垂直であるものが造形出来る筈なのである。
寧ろ、下手な水平化のキャリブレーションで動作する(ベッドの水平化を行わない)ものは、常に補正動作がかかる為、造形速度が遅くなる事や補正能力が低いと歪になる可能性も秘めている。
そんなに水平化やギャップをシビヤに思うのなら、常にラフトを造形して行うようにするべきであろう。このラフトは、上記に示した様に均しの役割があるから、ある程度造形層を多めにしてやると、より均一な造形面を得られる筈である。
で、水平化やギャップ調整を蔑ろにしているわけではないのでご注意を。適度に調整してある事が、より良い造形に繋がる事は間違いない。
そういえば、CubeXの標準ソフトでは、ファーストレイヤが必ず0.5mmで造形されてしまうんだよね。これには最初唖然としてしまってんだけど、この様な造形高さに影響がでる部分が、どんなピッチでも同じだったのには残念に思ったものである。
つまり、ラフト付以外の造形では、造形物の底を賢明に削れという事だったんだよね。どこにも説明がなかったけど。
ちなみに、小生のCubeXやC170ではファーストレイヤは0.15mmから0.25mm位の範囲で利用している。
ファーストレイヤを0.05mmピッチで始めるなどは無謀としか思えないが、装置に十分な能力があると云うならこの限りではない。
(2014/12/16)
Cube3のフィラメントの供給方式が不可解だったのだけど、ここの見て驚いた。
なんと、カートリッジ内にエクストルーダ機能を内蔵してしまっていたのである。駆動系は本体側で、取り付け時に伝達するようだ。凄いね。で、ボーデン方式という事のようである。あと、ノズルも付いているんだね。
これだと、カートリッジが高くついてしょうがないんじゃないかな。カートリッジのリサイクルが重要だろうね。
空きスペースを効率良く利用する方法なのだろうが、意外とデザイン的に無駄な部分も見受けられる。
(2014/12/12)
ヒートベッドを持たない装置での造形の話しなので適切ではないかもしれないが、ABSの造形時には不要な風が当たらない様に注意すべきであろう。
C170では、ホットエンドの温度制御でのPIDの適性値に影響があった為、冷却ファンの風を抑制する処置で制御が安定した事と、ABSの造形での反りや割れが発生しなくなっている。
で、CubeXではどうなのかと云うと、これもどうやらホットエンドのバレルを冷却するファンの風が造形物に影響を及ぼす様なのである。
特にヘッド3で造形する場合は、ヘッド1とヘッド2のファンが停止していないので、余計にファンの風が増してしまい、悪影響が出てしまうのである。
大した事がないように思われるが、造形を追い込んでいくと、色々と問題視する必要も出てくるものだ。
(2014/12/12)
KISSlicerでスライスしたGコードで、C170でもCubeXでも必ず造形中に同じ部分で不具合を起す造形対象があるんだけど、特にそれほど難しいものでもなんだが、ダメなものがある。
で、CuraやSimplify3Dなどでは問題なく造形出来てしまうのだ。ちょっと品質面は劣るような気がしているけど。
何がダメなのか未だにわからないんだけど、相性があることは間違いないようだ。
なんか見極める術が無いかな。結構、後半で出現するとがっかりしてしまうし、再トライする時間がもったいない。
KISSlicerを使わなければ良いだけの事なんだけど、お気に入りなんだから仕方が無いし、CubeX用には今の所必須状況なのだ。
そういえば、『造形出来る対象を選ぶことが必要である』という様な書き込みを見たんだけど、どんなものが造形出来る対象なのか見極める為には、それなりに造形経験や事前の確認が必要だと思うのだが、どうなのだろうかね。
で、造形出来ないのが何故なのかのを見極めないと、対象を切り分けられないんだけど。
上記の点に関しては、見極めが出来ていないので、切り分けられない例えである。
で、結果が得られれば良いだけなら、邪道も有りなんだけどね。(結構、邪道が横行していると思うんだけど、それがノウハウだから仕方がない。)
(2014/12/14)
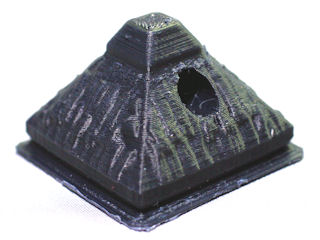
手持ちのCubeXでの造形なんだけど、玄関屋根と屋根部分の出来が全然異なるんだけど、Cura側が本来の造形形状。
こんな感じで、KISSlicerでは全く再現できない状況が出てしまう。何か設定が間違っているのかな?ただし、屋根以外はKISSlicerの方が断然輪郭や吐出しの出来がよい。
http://www.thingiverse.com/thing:33974
| 左がKISSlicer(V1.4.5.10)で右がCura(V14.09) |
|---|
|
| どちらも、0.15mmピッチ、中味10%、サポートなし、ブリム付で造形。 ノズル径は、φ0.25mm。フィラメントは3DcreatorsABS黒。 |
別件なんだけど、ここで装置の比較みたいなのが挙がっているんだけど、とにかくZortrax M200の造形データの生成状況が絶妙で、造形物のエッジの強調や軌跡の動かし方が抜群に良いようで、ディテールの再現が優れているように思われるんだよね。装置も良いんだろうけど。(違和感あるけど。)
(2014/12/15)
どうやらKISSlicerはより詳細に造形出来る分、infillの指定も多めに設定しないと、内側に絞り込んでいく造形対象の場合の内部造形物が旨く定着出来ない様だ。infillの造形パターンもCuraとは異なるし。
上記の場合、内側の造形物が定着出来ずに空中造形して外部にはみ出してくる影響の様である。
 |
 |
| KISSlicerにて、中味を20%まで増やしての造形。 上記よりはディテールがはっきり出始めているけど、まだダメだね。もう少し工夫が必要だ。 |
|
更に充填率を上げて、プラスちょっとしたおまじないも追加して造形確認。
 |
 |
| KISSlicerにて、中味を33.3%まで増やし、オーバーラップを出来るだけ縮小しての造形。 上記より更にディテールがはっきりしてきた。 あまり中味を充填したくないので、この様な部分だけ充填率を上げる工夫が必要になる。 |
|
(2014/12/17)
なにやら、某氏も造形サンプルの比較に疑いを持ったらしく、BS01での造形サンプルを載せてるね。装置の調整等やスライスの設定の範囲で結果を左右させる状況がある事が理解できるね。
それにしても、某フォーラムの比較は演出がされ過ぎの様である。よく見ると、肝心のM200の出来も鱗が出ていて制御分解能の限界が見られる。
寧ろスライス設定が自由に出来るものの方が、制御出来る余地があるから良いと思うのだが、何も意識しないでも造形出来る事も重要なのであろう。
で、小生はCubeXのφ0.25mmノズルの能力確認に没頭したいのであるのだが...。
巷ではあまり評判がよくないC170で、KISSlicerにて、0.2mmピッチ、中味20%、サポートなし、ラフトなし(ブリムあり)、冷却なし、フィラメントは3DcreatorsABS黄。
相変わらずベッドは温めていないので、下部は反り気味。
注) ドライブギヤ変更 / 設定温度のPID制御 / 果報は寝て待て / ついに入手してしまったのか
 |
 |
 |
 |
| 造形時間は1h13m、7.0g。簡易サポート除去状態。 ノズル径が大きい分、ディテールが損なわれるね。それとも調整不足かな? まあ、スライスの設定の小細工で、ディテールを上げる方法がないでもないのだが...。 (2014/12/18) KISSlicerが同一PCで動かしていたから、フィラメント設定がCubeX用の定義順位に影響されて、太めの設定になっていた。通りで太めに造形される筈である。 起動するKISSlicerは別のフォルダーで管理しているけど、定義順位はローカルで一意に決められているから、定義を替えると入れ替わってしまうのを忘れてた。 |
|
(2014/12/12)
今年も後わずかとなったが、今年の3Dプリンターの動向としては非常に寂しいものに終わったのではないかと感じている。
パーソナル向けの国内勢はメタメタ状態の様に見えるし、荒も見えてきた事やある程度情報精査も出来る状況から、購入を躊躇する様な状況もあるようである。また、造形レベルが低いのが周知され始めて、より高い次元を模索している状況でもあるのだろう。
で、来年は何か明るい状況が見られるかというと、これといってレベルが上がる状況には無い様に思われる。
この点に関しては、展開が遅いように思われるが、地道にレベルアップを図っていると思われるのだが、何せ情報が入手できないからわからない。
そういえば、随分と時間が経っているのだけど、特にCubeXに関係する改善関連に関する情報が希薄なんだけど、やっぱりユーザー数が少ない所為か、有益な情報がさっぱり出てこない。何とかならないかね。使いこなせば良い装置なんだけどな〜。
あと、CubeProの導入情報も見かけないな〜。
(2014/12/07)
新たに手に入れたホットエンドのノズル径がφ0.25mmであろうという事で、これに合わせたスライス設定で造形を試みているが、非常に調子がいい状況である。
今までCubeXではサイズの大きな大雑把なものしか造形出来なかったが、かなり詳細な造形対象も扱えるようなった。ディテールの再現がすこぶる良いのである。
やっと本来の能力を満喫できる状況になりつつある。また、時代遅れを取り戻せそうだ。
(2014/12/08)
本来は、SCOOVO C170のノズル径と同等のφ0.35mmにするつもりだったけど、何か手違いがあったみたいだが、造形能力がC170を超えてしまった事で、今度はC170をどうにかしたくなってきた。ちなみにX9は多分ノズル径がφ0.4mm以上である。(ノズル径を比べてC170よりX9のノズル径が大きいので。)
C170の場合は取り付け状態から見直しをしないといけないからちょっと大変だけど、エクストルーダーとホットエンドの固定パーツだけで何とかなりそうだから、適切に設計すれば正規品外でのホットエンドとノズル径が利用出来るだろう。
(2014/12/15)
本家にC170用の小径ノズルの販売予定がないか問い合わせてみたけど、今の所は考えていないみたいな返答だったのだが、リクエストとしてユーザー要望にしてもらえるみたい。
儲け話のネタにはなるんじゃないかな。多分、受注生産でも十分だろうし。もともと値段高めだし。
(2014/12/06)
最近、ホットエンド関係を調べていたんだけど、バレル部分にヒートシンクを取り付けて強制空冷しているタイプに、非常にストロークの短い物が出始めているようだ。まるで、SCOOVOシリーズ並なのである。
最初の頃は、SCOOVOのホットエンドのストロークの短さに違和感を感じていたが、より短くなる方向で進化しているようである。
究極は、先端のみでの溶融コントロールが出来るであろうから、より短くて済むようになるのだろう。
(2014/12/06)
一応、CubeXのヘッド1の供給検出不良の件で、ある方を通じてプロフェッショナルな方にお伺いをしてもらっている。どんな回答が来るか楽しみ。
でも、小生に解釈できる内容で届くかは不明。
(2014/12/10)
まだ、原因は特定していないけど、センサー情報を処理する特定の基板のPICのチップの該当する入力端子付近に半田ボールが付着していたのを確認している。適切に洗浄していなかったようで、それが故障の原因かどうかは不明なんだけど、動作時のメイン基板との通信をロジアナで観測してみたが、該当するヘッドの時だけ送信信号に異常が見られるんだよね。PICマイコンの入力ポートが死んでいるか、何らかのフィルターをかける様に指示がされているのかは、まだ確認できていない。
しかし、あまり色々と作業しすぎると、昔の仕事を思い出してしまう。
直流安定化電源ももう一つ追加で購入しておこうかな?(全くの趣味の範囲だけど。)
(2014/12/12)
そういえば、"むし歯さん"や"Aibopetさん"は元気にしているかな〜。サイトは残っている様だからご健在なのだろう。その節は色々とお世話になりました。
hkora11は今、3Dプリンターにドはまりです。
(2014/12/01)
何やら、二供給で一ノズル方式のホットエンドが売り出しされ始めているね。ノズル側はどの様になっているのであろうか。ヒーターブロックが単一構造なので溶融温度の差を付けられないから、同一素材で溶融温度も差が無いものを使用する必要があるだろうね。また、混合も出来ない様であるし、素材の切替え時に事前処理(適切に素材を交換する)を行う必要がある様だ。
この様な処理を考えると、供給側の自動交換機能の充実を目指した方が良いような気がしてくる。
ところで、確か5in1outのホットエンドでフルカラー化を目指したものもあったね。
更に、レジン関係でもフルカラー化を狙ったものが出てくる模様である。
(2014/12/04)
供給側の自動交換機能をかなり厳密にコントロールして造形する装置が出てきているようだね。
Mosicという装置で色を変えるタイミングに合わせてフィラメントを繋ぎ合わせて一本にして送り出す装置のようだ。
うまく同調できれば適切に色変えができる模様。
(2014/11/27)
最近のFDM装置について、デルタ方式が持てはやされている傾向にあるようだけど、小生の感想としてはあまりメリットを感じないんだよね。
動作は見ていて面白いかもしれないけど、装置サイズと造形エリアを考えると利用効率が非常に悪いんだよね。
デルタのメリットは三軸駆動+重力(ほぼ下向き)での位置決めであり、動きを良くする為にある程度のクリアランス(ガタ)が必要だけど、それが前述の四つの成分で緩和し合う事での補正が掛かる事が考えられるのだ。無論、ガタを極力なくして重力の影響が無くても十分な精度を保つ事は出来るであろうけど、駆動系の能力が問われることになる。
意外とこの重力の成分を説明していない事が多いのだが、重要な要素であるのだ。
装置を大型化して造形サイズを拡大する考えもあるけど、高さ方向だけならZ軸の分離型の方がなにかとメリットがあるかもしれないね。また、造形装置もしくは造形エリアをシフトする方式でも良いし、それこそ流れ作業的な方式で複数の造形装置をエリア別に並べるのでも良い。
まあ、枠を決めてしまうのは良くないという事だ。
そういえば、ISSで3Dプリンターを利用する試みがされているけど、無重力下では重力頼みのガタが許されないから厳しい条件が課せられるのである。
(2014/12/16)
何故、ヘッドの取り付け部分(プラットフォーム or エンドエフェクター)が水平に保たれているのかと云うと、一つの駆動軸について二本のロッドで平行四辺形を形成(平行クランクと云うらしい)しているので、装置の取り付け状態が水平に保たれていれば、この構造が崩れない限り、ロッド側ではない取り付け側の部分が水平に保たれるのである。で、残りの異なる角度(180度以外)で取り付けられている一駆動分で、完全にヘッドの取り付け部分が水平に保たれる事になるのだ。
さらに、残りの駆動部で、より安定化を図っているのである。
鍵は、平行四辺形である。
(2014/12/19)
三本のワイヤーで造形ヘッドを吊り下げているもので、造形ヘッドがほぼ下向きで垂直になっているのは、重力の影響。
(2015/01/16)
だから、平行四辺形だってば。台形にしたらだめだってば。
(2014/11/19)
嘗て探したときには見つからなかったけど、CubeX用のE3Dタイプのホットエンドがあるようだ。ノズルの孔径サイズも選べるみたい。
価格は非常に高いけど、自作するよりは品質は良いだろう。試しに購入してみようかな。
本家の注文は、未だに処理されないままなので、多分届く事はないのだろう。
(2014/11/25)
一応、1個だけ試しに注文してみた。現在、配送手続きをしているみたい。ノズルサイズはΦ0.35mmにしてみた。
結構フレンドリーに対応して頂き、造形結果が良ければ、再購入もしてみようと思う。次回はディスカウントもしてもらえそうである。
CubeXに関しては国内情報が希薄だがら、海外に頼らざるおえない状況なんだけど、そもそも語学力が無いから欲しい情報を探す事が出来ないし、質問も出来ないから情けなくてしょうがない状況なのでした。頑張らねば。
一応、CubeXはアップグレードしたホットエンド導入で世代遅れを取り戻せそうであり、能力向上が見込める模様。
(2014/12/04)
本日、フランスから郵便物が届いた。例のホットエンドであるが、どうもノズル径がΦ0.2mm位の様である。ちょっと野心的なものが届いてしまった。
ノズル自体は互換品が多々あるので特に困らないが、ちょっと残念である。ノズル内にもなにやら白のPLA樹脂が詰まっていて貫通状態が即観測できない状態だった。
もんくを言っても仕方が無いので、ありがたく使用してみようと思う。
(2014/12/05)
本日、装置にホットエンドを取り付けて、造形に挑戦している。取り付けでは色々と不具合があったが、何とか固定出来ている。フィラメントの挿入状況にも問題ありだが、これも対処法が無いわけではないので、良しとしようと思う。
一応、口径サイズなりの造形物は得られそうである。とりあえず、Hugues氏には感謝である。
(2014/12/12)
口径サイズを小さくすると、造形に関する環境条件も激変するようで、ABSでの造形を実施しているのだが、吐出しが細る分だけ蓄熱容量も落ちるから外部からの風の影響が顕著になるようである。
色々と拘りが必要だね。
(2014/11/16)
定石に拘ると諦めざるおえない造形物でも、柔軟な発想で常識ハズレの事をやってみると旨く行く事もあるものである。しかし、これは基本が整っている場合の事であって、むやみやたらにやった結果であるなら再現できない偶然の所業に終わってしまうだろう。
先ずは基本が大切で、その後に応用が付いて来るのである。抑えるべき所は、色々あるのだろうから、それが整ってから高みを望むべきなのであろう。
頭がカチカチだと常識から脱し得ない事になり、新たな展開へは繋がらない物である。
(2014/11/14)
少々邪道かもしれないが、FDM方式の造形物を少々痩せ気味に造形する方法として、取り付けノズルの孔径サイズよりも若干大きめの孔径サイズをスライサー側に設定し、更に吐出し量を絞って造形データを生成する方法をとるのである。
この様にすると、造形データーはノズルの孔径を大きくした分、より内側をトレースする筈であり、吐出し量も絞っている事で、本来の造形よりも痩せさせる事が可能だと考えるのだ。
基本、造形データーはスライサーの設定通りに計算された結果であるので、この様な小細工が可能なのである。(仮想と現実。)
造形対象によっては、造形時のクリアランスが厳しいものもあるので、この方法でクリアランスの緩和を施す事も出来るかもしれない。
(2014/11/15)
理屈通りの結果が得られたので、CubeXの造形にも利用できそうである。(CubeXは基本通りだと太り気味に造形される。)
造形結果を設計通りの寸法にする事を重視するなら、この様な小細工は邪道のなにものでもないのだが、テクニックとして利用できるので、デザインルールの緩和にもなるかもしれない?
色々な小細工が出来るのは、小生にとっては非常に興味深いところである。その点では、当初のCubeXは興味を失う要素が多過ぎた。当然、それは不満に繋がる。
(2014/11/18)
この痩せさせる方法であるが、KISSlicerには設定できる項目があるようだ。また、造形開始位置の変更や開始位置をバラつかせる設定もあるようだ。
まだまま、知らないと損をする設定項目がある。
(2014/11/19)
残念、勘違い。KISSlicerには痩せさせる設定はなかった。
(2015/02/10)
そういえば、Simplify3D V2.2.2でパクられたかな?それにしてもBFBファイルの対応が大雑把過ぎるのはいかがなものか。あの程度でサポート済みじゃ、許されないと思うけどね。
(2015/08/13)
書くの遅くなったけど、最新のSlic3rには造形物を痩せさせたりする項目が追加されている。
(2014/11/07)
SCOOVO C170の装置の中で最も気に入らない部分の不具合がでた。それは、エクストルーダのドライブギヤである。
そもそも、このドライブギヤは仕様変更前のものは交換が可能なものを採用していたのだが、変更後はステッピングモータの軸に直付けになっていて、交換を拒絶していたのである。
しかし、今回、造形中に外れるというハプニングが起こり、締めごろしではなく単に接着剤による固定のみであったので、再度接着するのもバカらしいので、たまたま所有しているほぼ同径の中華のドライブギヤと交換した。(中華の方はφ10.65mmで、元の方はφ10.85mm以上。)
交換後は、ドライブギヤの構造差もあり非常にフィラメントの供給(リトラクトも含む)が安定している。特に滑りによる歯飛びは起きていない様な感じ。
吐出し量の微調整が必要かもしれないが、特に問題は無さそうである。
とりあえずC170のドライブギヤに関しては、何らかの処置が可能なら交換してみる事を勧める。
(2014/11/09)
アマゾンで購入したMK7ドライブギヤ0.7mmに変更して造形しているのだが、なんか非常に調子が良いような気がするが気の所為かな。
(2014/11/06)
如何わしい情報や、嘘や偏見で物事をねじ曲げている間は、適切な成長は期待できないのであろう。
少なくとも今のパーソナルな3Dプリンターの動向は、けっして正常な状況ではないと考える。
黎明期云々と云われているが、多分、儲け主義が先行して、本当に良いものが出難い状況なのだろう。
あと、勘違いユーザーが多過ぎるような気がする。
(2014/11/07)
道具として活用できるレベルの物ではない装置もある様だが、要は使いようという事で利用者の腕や工夫次第?