 |
 |
 |
造形精度であるが、本来の機械的な精度云々を評価対象にすべきだが、残念ながら本来の機械的精度よりも造形時のファラメントの吐出しでの積層状態に依存してしまうのであまり意味がない(流動物の品質や精度の制御というものは一般に非常に難しい)。また、造形時の出来上がりの品質では素材ごとで異なる結果をもたらすので、素材の異なるものを同時に造形している場合は、個々の素材に依存した結果をもたらす。
具体的には、機械的な位置の精度は十分にあるといって良い。
もう一つ重要なのが、本装置への造形データの生成精度である。
これは、STLファイルで定義されているデザインを如何に造形装置を制御するGコードに適切に変換できるかの能力に依存する。つまり、ソフトウエアの出来次第なのである。
CubeXでは、その造形データの生成部分が完全にブラックボックス化しているため、どのような事が得意で、どのような事が苦手かがまったく分からない。また、サポートの発生形状ももう少しバリエーションがほしいものである。また、この積層範囲は詳細に、他の部分は大雑把にといった融通の利いた制御も出来ない。このあたりは、ソフトウエアのバージョンアップで対応してもらいたいものである。
一般に、造形品質はPLAの方が良い。しかし、同一のビルド条件ではPLAはABSに比べて重量が重く、ABSよりも外形が厚く仕上がる。尚、ABSはPLAよりも高温で溶融する性か、素材の泡立ちや気泡など、造形物のざらつき感が強くでる。この点では仕上げで処理する作業が必要である。
更に、造形では、個々の最下部や最上部の品質は、あまり良い状態には仕上がらない。凸凹だらけといった方が良いだろう。つまり、Z軸方向の個々の高さの仕上がり精度は非常に悪い。
デザインルールにも記載しているが、デザインはしているが造形で表現できる限界がある為、このルールを逸脱したものは、そもそも造形時に失われるなどの制約があることを意識しなければならない。
(2013/09/20)
ABSの泡立ちや気泡などが出やすいと記述したが、これはABSのシルバーのフィラメント特有の現象でありそうである。他のABSの色(ブラウン、オレンジ、マゼンタ)では、比較的安定的で、PLAと同等かそれ以上の品質である。(プロファイル関係が効いているのか、最近の気温の低下の所為かは不明。)
(2013/10/21)
最近入手したABSのグレーも泡立ちや気泡などが出やすいようだ。(本来はPLAを発注したはずだが、伝票もPLAだが、ラベルや中味はABSであった。)
造形物を積層する為のフィラメントの吐出し状態を決定する要因の一つが、ノズルの穴の径である。
CubeXではその径が約0.5mmと、世代的にはかなり古い仕様のノズル径を使用している。最近では、0.3mm前後のノズルの使用が主流である。
積層に関しては大きく影響が無いのだが、造形面(X-Y平面)では、その径に依存した造形品質となる。
実測では在るが、ノズルから吐出されたフィラメントの径は約0.6mm以上になり、更に積層時には押し付けられるために0.1〜0.3mm位余分に引き伸ばされてしまう。
このことから、造形面での細部の表現には限界がある事が分かる。
造形物のエッジには必ずr(丸み)が付く。造形上のX-Y平面においては、約0.5〜0.7mm程のrが付く。造形上のZ軸方向においては、造形ピッチの約半分位のrが付く。
このため、角のある物の造形は少しサイズを大きく造形して削るなどの処理が必要である。
造形としては致命的ともいえる現象なのだが、現状の装置では、造形時の位置ズレが発生する場合がある。(個人的には装置のバグだと思っているが…)
この問題は本体のコントローラーの不具合か、はたまた、使用環境内のノイズや電源の不安定さなのか分からないが、造形する層単位でX-Y方向に大小のズレが発生する。この位置ズレは一時的なもので、その後の造形は元の位置に戻ることがほとんどである。この為、位置ズレした部分が筋として残る。
過去の造形経験では、元に戻らずにズレた位置で造形を続けたこともある。また、造形し直しても同じ位置で位置ズレするなど、再現性があるものもあった。大抵の場合は、電源を落としてから再立ち上げで造形すると同じ位置での発生はしなくなっているが、作り直しの度に多くの時間や労力と消耗+ゴミが発生する。また、位置ズレが造形開始直後ならやり直しもしやすいが、造形の後半以降になると諦めざるおえない場合もある。
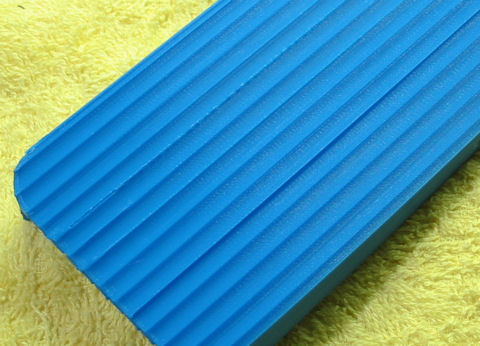
以下は、iPhoneケースの例だが、造形開始の前半と後半で特に波上のトップ部分で数箇所発生している。造形は45度立ち上げて造形している。
|
|
|
以下は、評価中である。
素材毎の造形ピッチ別仕上がり(中味の選択による違いも出る)
ABS
0.5mm
0.25mm
0.1mm
PLA
0.5mm
0.25mm
0.1mm