ヒートベッド完備の本装置であるが、装置の天井部分が吹き抜けなので、保温効果はそのままでは獲られない。何らかのカバーで上部を覆ってやる工夫が必要である。(2015/07/09)

切削装置を扱う場合は、防護メガネなんかを装着するのが一般的だから、その辺も考慮する必要がある。(2015/07/28)
前方の扉を開けるときの持ち手部分が滑りやすく開け辛い。もう少し窪みをつけて滑り辛くするなどの工夫が必要である。(2015/07/08)

とりあえず、手を掛ける部分にブルーテープを貼って応急処置。(2015/07/13)
扉の開閉検出スイッチが、マイクロスイッチを利用しているため、そのバネの強さから扉を押し戻してしまい、常に開いている状態になる。
扉をより重くするかマグネットを検出スイッチの近くに追加することや検出方法を変える必要がある。また、ダンパーなどの補助を加える必要があるだろう。(2015/07/13)

Y軸移動時の筐体への接触があり、筐体を削る状態にある。(2015/07/13)
 |
 |
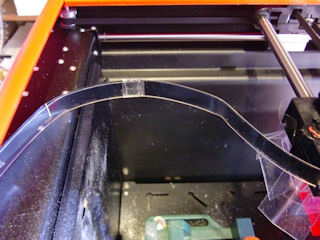
ヘッドへの配線のフレキシブルケーブルが不安定で、折り曲げが不規則になる。なにかフレキシブルケーブルを補助する柔軟な素材で保護する処理が必要である。
簡易的に、フレキシブルケーブルの両面にビニールテープを貼って補強。(2015/07/13)

フレキシブルケーブルにビニールテープ補強はやめて、PETの薄板を同じ幅と長さに切り出して両端を固定して添えるだけにした。動きに合わせて柔軟に湾曲するから、変に折り曲がらなくて良い感じ。(2015/09/16)
小生に届いた装置特有の問題かもしれないが、ベッドを保持する梁の一方が手前に持ち上がるように取り付けられている。このため、水平化をするのに後ろ側の2ピンと反対側の手前のピンを相当上昇させる必要があった。但し、その水平化では、ベッドへの電気系統の接点が取れず、認識しない問題がでる。
そこで、持ち上がっている手前のピンの保持部分の底部を削って、高さを下げる手立てでなんとかしのいでいる。(2015/07/13)

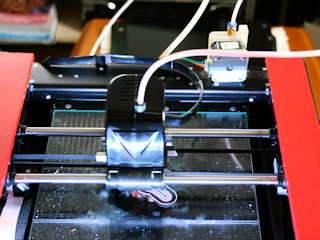
切削時なのだが、ベッドの手前側の切削でX軸方向の動きでのズレが顕著になる場合がある。特に荒削り等の負荷の大きい場合に大きく揺さ振られる。梁が薄く長いのが原因だろう。(2015/08/31)
同現象は3Dプリント時にも造形物に影響している。特に背が高くなるもには筋として顕著に現れる。前方が左右に動きやすい為、何らかのズレを防止する処置が必要である。(2016/03/23)
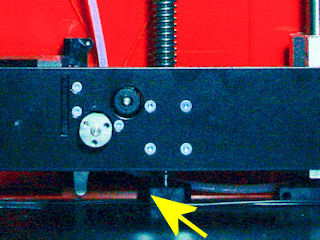
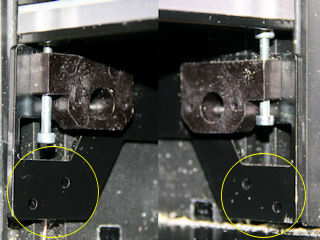
本来は、ここにもベッドの保持の為の部品が付いているのが正解なのか?(2016/04/14)
| 現状 | 本来? |
 |
 |
| ガイドの溝があるが部品は付いていない | ガイドの溝を挟む様に何か付いている |
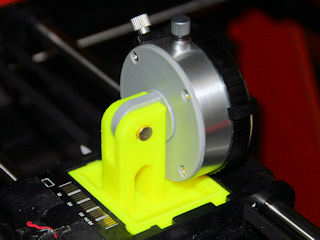
本来の処置が不明なんだけど、溝に合う形状とボールベアリングを内臓させるという事で、以下の様な部品を造形して取り付けてみた。
ベッドの上下動にも支障がないし、ベッドの横揺れもある程度防止出来ている。(2016/04/16)
 |
 |
| ベアリングは674ZZを使用し、M4の皿ネジ6mmで固定 | 取り付けはM3x16mmのネジで、一方はナットで位置を調整して固定している。 |
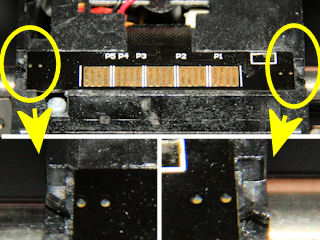
現状、本体の基板への端子とベッドの端子の接触が不安定で、ヒーターが温まらない現象がでる。
多少基板側へベッドを押し付ける事でヒーターが温まる状態だが、造形中の振動等で接触が保持できないことも出るだろう。
何らかの接点保持の補助をする必要がある。また、ベッドの保持部分の各4点の接触検出もされているようであるので、そのあたりも注意が必要である。(2015/07/13)

接触不良が多いので、基板の取り付けのスペーサーの順序を基板の下側に変更。多分、こっちが正解?(2016/04/19)

まだ、完全にGコードのカスタマイズ部分を把握していないが、ヘッドに取り付けられているブロワファンはM107で停止出来るが、スピンドルモーター冷却用のファンは停止させる命令が見当たらない、常時回転状態の様である。
不要な場合は五月蝿いので、出来れば停止できる方法を施したい。清音タイプのファンに交換するのも有りかな。(2015/07/21)
新たにPrinting Head V2が提供されているのであるが、このヘッドだと構造も変更されてかなりファンの音が静かになっている。(2016/03/04)
概ね、装置自体には切削屑が装置内に浸入するのを防ぐ処置がされているが、むき出しの基板や接点があるので、保護する処置が必要であろう。また、切削屑を吸引するような装置を別途用意する方が良いだろう。
尚、切削油を利用する様な場合の対策はされていないので、使用する場合は、回収方法や飛び散り、漏れ等での不具合が出ないような処置が別途必要になる。(2015/07/22)

あと、前面パネルの透明アクリル窓の保護も必要である。なんらかの透明フィルムを保護として貼り付けておく必要があり、切削屑による傷付きでの曇り止めに役立つだろう。なんか適当な大きさの保護フィルムを探して貼っておこう。(2015/07/28)
とりあえず、100均でiPad用の保護フィルムがあったから、購入して分割して裏側に貼り付け。(2015/08/04)
むき出しのXY軸シャフトやベルト・プーリーの保護が必要かも。カメラやレーザー照射部分も。(2015/07/28)
なんか大き目のペットボトルの口付近を分割してカバーに仕立てた物を見かけたので、同様の方法で、スピンドル周りを囲んでしまおうか。(2015/08/05)
気にする人は、ヘッドのスピンドルを冷やすファンの吸気構造も問題らしい。浮遊する切子等の吸引でスピンドルに浸入することや基板関連に付着する可能性があるので、この辺りも防止する術が必要なようだ。(2015/08/19)
セッティングでベッドの水平化調整を行うのだが、ベッドを取り外すと必ず狂うので、構造も含め調整の保持力を強化すべきだろう。(2015/07/22)
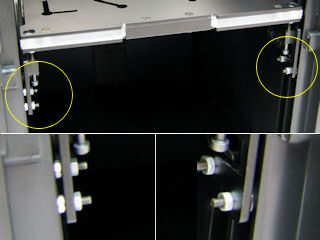
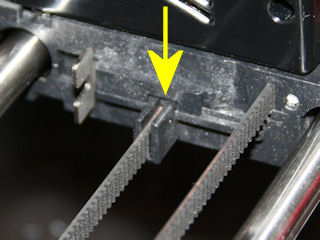
意外なのだが、Core-XYのベルトの一端が非常に簡便な固定方法を採っている。最初、ベルトが切れてしまったのかと勘違いしてしまったのだが、ヘッド固定枠の端に引っかかっているだけの状態で、上もしくは下に簡単に移動して外れてしまうのである。
無論、何もしなければ外れる事は無いのだが、ヘッドの取り付けや取り外し時に誤って触って外れてしまう恐れはある。
今回もヘッドの取り外し作業時に触ってしまったのか、外れてしまった。戻してはみたが、テンション調整は行っていないので大丈夫かな。(2015/07/24)
 |
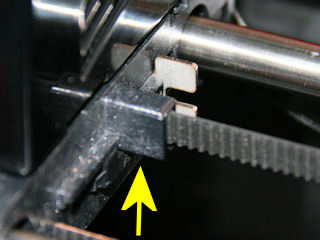 |
適当なインシュロックでも巻きつけて、簡単に抜けないようにしておこっと。と、試したら、両端への移動で邪魔になるようなので、テープでも貼っておく事にする。(2015/08/05)
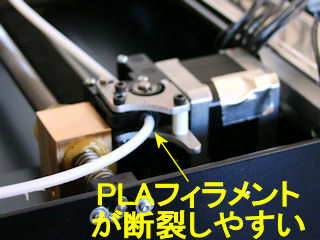
どうもABSなどの比較的線径が僅かに細いものはスリップしやすいようだ。エクストルーダの送りギアへの押し当て部分を改善する必要がありそうである。(2015/07/31)
どうもABSは削れ易いのが問題のようだが、それをこなせないのも問題かね。送り歯やボーデン周りでのスムーズな送りの改善が必要なようだ。なによりも供給入り口の曲がりが供給不良を起こし易くしている雰囲気である。供給時に引っかかる感じがあるので、出来るだけスムーズに供給できるよう、チューブの取扱を改善しよう。
やっぱりABSでは、上限230℃では溶融温度が足りなくて、うまく押し出しの継続が出来ないね。よって、押し出しが出来ずに削れてしまうようだ。より低温で造形が可能なABSの利用が必要。(2015/08/01)
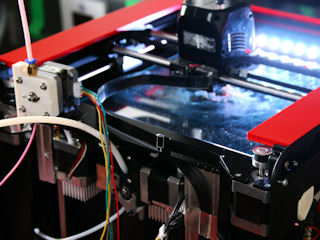
正面では問題ないのだが、横や背面からだと上部からLEDの光が直接目に入るので、カバーを付けるなどをして間接的にしたい所。
設定で輝度を下げれば良いと考えるだろうが、下げても動作時に最大輝度になってしまったり、点滅状態が起こり、不快な状況になる。(2015/08/12)
 |
小生の装置特有なのかもしれないが、X軸とZ軸のエンドストップスイッチの応答が悪いようである。
特にX軸に使用されているマイクロスイッチは、かなり小型で貧弱なのである。
 |
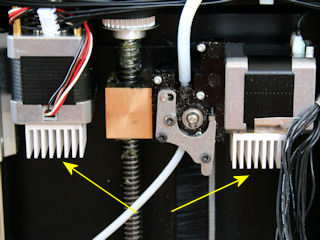
最近、3Dプリンターとして造形を長時間行う事が増えたのだが、モータの発熱による脱調が出やすくなる。特にエクストルーダ側やZ軸に起こりやすい。
このへんは、背面パネルを取り外している人もいるようだし、何らかの放熱対策を施す必要があるね。ファンの風を背面内にも送るような処置が必要かもしれない。(2016/03/03)
対処として、フィラメント供給側に背面内への穴があいているので、そこを狙ってUSBファンで強制的に風を送って空冷モドキ。(2016/03/03)
 |
 |
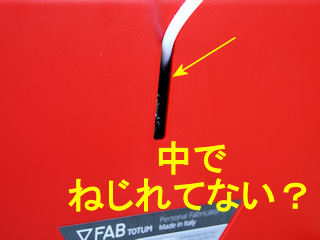
本装置では、フィラメントをコールドエンドからホットエンドまでを繋ぐ為にボーデンチューブが利用されている。このチューブなのだが、一部二重になっていて、太い方を本体側に挿入して利用する。しかし、この太い方のチューブの挿入状態を維持しておかないと、位置ズレして細い方が本体内部に取り込まれて捩れる場合がある。(押し出し不良の原因になる可能性あり。)
このようなことから、自由に動いてしまう太目のチューブをある程度固定しておく処置が必要であり、造形時には適切な状態になっているか確認する必要があるだろう。(2016/03/04)
 |
 |
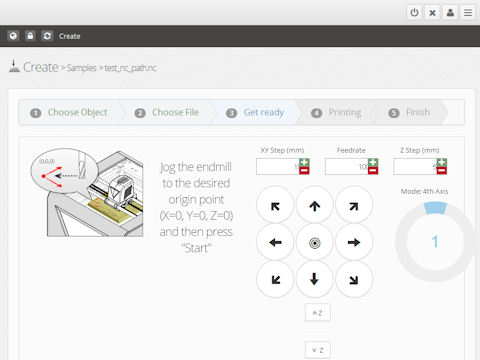
本装置の仕様で問題の対象ではないのだろうが、ベッドを一番下の位置に移動している場所でのエクストルーダでのフィラメントの押し出し/引き戻しの動作は空振りに終わる。もし押し出し/引き戻しの動作を行う場合は、少々ベッドを上昇させてる必要がある。手動操作時にはこのことを忘れずに。説明が多分ないと思うので勘違いしやすいところ。